粉碎設備 混合設備 分離設備 濃縮結晶設備 傳質設備 干燥設備 反應設備 換熱設備 制冷設備 空分設備 儲存設備 鍋爐|加熱設備 包裝機械 輸送設備 化工實驗室設備
上海天威教學實驗設備有限公司

上海天威教學實驗設備有限公司
壓鑄模具鋁合金拆裝模型(共13套平均/套¥5400元)序號配置名稱詳細描述及技術要求數量1斜銷抽芯壓鑄模XSYZM-001240×200mm帶斜銷抽芯機構的壓鑄模是一種常見的壓鑄成型模具,該類模具結構簡單
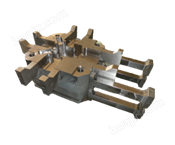
壓鑄模具鋁合金拆裝模型
(共13套 平均/套¥5400元)
序號 | 配置名稱 | 詳細描述及技術要求 | 數量 |
1 | 斜銷抽芯壓鑄模 XSYZM-001 240×200mm | 帶斜銷抽芯機構的壓鑄模是一種常見的壓鑄成型模具,該類模具結構簡單。成型制品內側有斜凹槽,模具利用開閉模動力抽芯復位,采用推桿推出制品。 | 1套 |
2 | 彎銷延時抽芯壓鑄模 XSYZM-002 240×200mm | 鑄件采用交叉型芯成型,設計了彎銷延時抽芯機構。在分析鑄件工藝性的基礎上,確定了模具分型面,論述了模具工作原理。模具結構緊湊,生產效率高,成型工件滿足質量要求。 | 1套 |
3 | 斜滑塊抽芯壓鑄模(二次分型) XSYZM-003 240×200mm | 該模具采用環形澆口的澆注系統,拉鉤定距二次分型拉斷澆口余料和斜滑塊內抽芯結構,模具分型時利用開模力自動拉斷澆口余料,推件過程中實現斜滑塊內抽芯,解決了內抽芯、鑄件脫模和去除澆口余料問題。模具結構緊湊,操作方便,型腔填充良好,鑄件脫模順利,滿足生產要求。 | 1套 |
4 | 齒軸齒條二次抽抽芯壓鑄模 XSYZM-004 240×200mm | 該模具抽芯距離長、包緊力大,采用斜銷-齒條-齒輪二次抽芯機構解決了這一問題。該機構先用剛性較強的斜銷抽拔型芯去除包緊力,開模至一定距離,固定在定模上的齒條開始與齒輪嚙合,齒輪轉動帶動齒條的滑塊,使滑塊帶動型芯完成抽芯。 | 1套 |
5 | 活動鑲塊模處抽芯 XSYZM-005 240×200mm | 該模具不固定在壓機上面,成型后將模具移出壓機,先抽出側型芯,再取出鑄件,清理加料室后,將模具重新組合好放入壓機內進行下一個循環的壓縮成形。特點是模具結構簡單,制造周期短,但加料、 開模、 取件等工序手工操作,模具易磨損,勞動強度大,模具質量不能太大。 | 1套 |
6 | 斜向定模抽芯 XSYZM-006 240×200mm | 帶斜銷抽芯機構的壓鑄模是一種常見的壓鑄成型模具,該類模具結構簡單。成型制品內側有斜凹槽,模具利用開閉模動力抽芯。 | 1套 |
7 | 雙聯齒輪壓鑄模XSYZM-007 240×200mm | 該模具抽芯距離長、包緊力大,在分析鑄件工藝性的基礎上,確定了模具分型面,論述了模具工作原理。模具結構緊湊,生產效率高,成型工件滿足質量要求。 | 1套 |
8 | 發動機外殼壓鑄模 XSYZM-008 240×200mm | 此為典型壓鑄模,生產效率高,成型工件滿足質量要求。 | 1套 |
9 | 液壓轉頭壓鑄模 XSYZM-009 240×200mm | 該模開合模在機內進行,一般將上模固定在壓機上。下模可沿導軌動.用定位塊定位,合模時靠導向機構定位。也可按需要采用下模固定的形式,工作時則移出上模.用手工取件或卸模架取件。該結構便于放嵌件和加料,用于小批量生產,減小勞動強度。 | 1套 |
10 | 有線信號盒壓鑄模 XSYZM-010 240×200mm | 此壓鑄模上下模都固定在壓機上,開模、合模、脫模等工序均在壓機內進行,生產效率高,操作簡單,勞動強度小,開模振動小,模具壽命長。但其結構復雜,成本高,且安放嵌件不方便。適用于成形批量較大或形狀較大的塑件。 | 1套 |
11 | 外天線蓋壓鑄模XSYZM-011 240×200mm | 該模具采用環形澆口的澆注系統,模具分型時利用開模力自動拉斷澆口余料,解決鑄件脫模和去除澆口余料問題。模具結構緊湊,操作方便,型腔填充良好,鑄件脫模順利,滿足生產要求。 | 1套 |
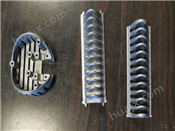
12 | 風扇式壓鑄模 XSYZM-012 240×200mm | 該模具包緊力大,在分析鑄件工藝性的基礎上,確定了模具分型面,論述了模具工作原理。模具結構緊湊,生產效率高,成型工件滿足質量要求。 | 1套 |
13 | 小型汽車部件壓鑄模 XSYZM-013 240×200mm | 此類型為精密模具,產品要求高設計合理,模具結構緊湊,操作方便,型腔填充良好,鑄件脫模順利,滿足生產要求。 | 1套 |
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN






化工機械設備網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼






