粉碎設備 混合設備 分離設備 濃縮結晶設備 傳質設備 干燥設備 反應設備 換熱設備 制冷設備 空分設備 儲存設備 鍋爐|加熱設備 包裝機械 輸送設備 化工實驗室設備
河南和中環保科技有限公司

河南和中環保科技有限公司
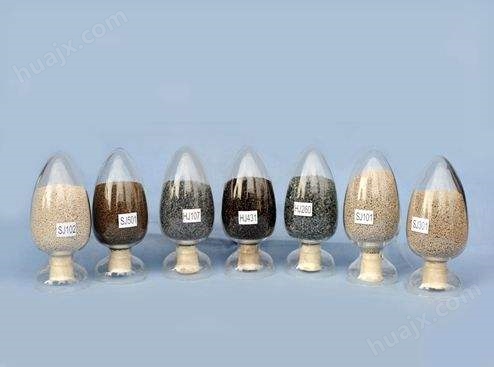
符合(STANDARD)GB/T593-1999F4A2-H08AF5A2-H08MnA相當(EQUIV)AWS-A5·17F6A2-EL12F7A0-EM12K說明:SJ301是硅鈣型燒結焊劑硅鈣型燒結焊劑,焊劑粒度為10-40目(2.0-0.45mm),堿度1.0-1.1
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN






化工機械設備網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼