粉碎設備 混合設備 分離設備 濃縮結晶設備 傳質設備 干燥設備 反應設備 換熱設備 制冷設備 空分設備 儲存設備 鍋爐|加熱設備 包裝機械 輸送設備 化工實驗室設備
江蘇隱石實驗室科技有限公司

江蘇隱石實驗室科技有限公司
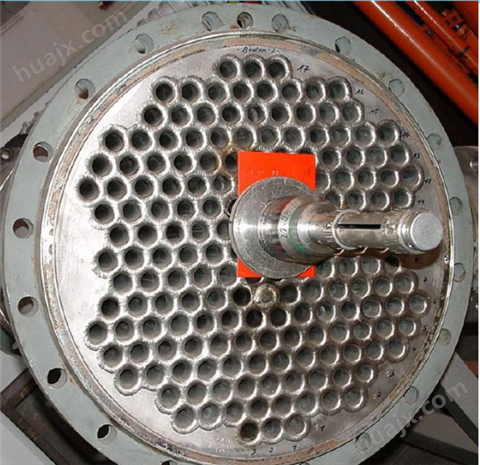
探傷機送源桿插進管中,其前置擋板與換熱器管板緊貼,而膠片位于前置擋板和管板之間
探傷機送源桿插進管中,其前置擋板與換熱器管板緊貼,而膠片位于前置擋板和管板之間。將源由探傷機中送出,經過補償塊中心圓柱孔,定位到管中的既定位置,采用向后透照的方式進行檢測,從而實現角焊縫成像。

射線照射及射線透視技術廣泛應用在無損檢測領域中,在普通的射線檢測系統中,一般將X射線源放置在被檢測物的前面,一個X射線感光膠片或探測器放置在被檢測物的后面,用以接收穿透被檢測物后殘余的射線,但是許多被檢測物的缺陷所處的位置非常不適用于這種檢測方式。
那些帶有很多孔腔或很厚的管璧的檢測樣品,由于射線穿透后分辨率以及對比度的問題,導致檢測結果非常不理想。管板上焊接許多管子,這種焊縫的檢測就需要一個狹長的X射線源,伸進管子內部,如熱交換器的管子內部,標準的X射線管都不能滿足這種檢測方式。

采用小焦點放射性同位素源和*的工裝與工藝措施 ,使管子、管板焊縫中的氣孔的檢測靈敏度達到Φ0.5 mm,大大高于超聲、渦流等其他無損檢測技術和方法。該技術定位準確,操作方便,檢測速度快,圖像清晰,結果可靠,設備和技術的現場適應性也很好 。

您感興趣的產品PRODUCTS YOU ARE INTERESTED IN






化工機械設備網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼