粉碎設備 混合設備 分離設備 濃縮結晶設備 傳質設備 干燥設備 反應設備 換熱設備 制冷設備 空分設備 儲存設備 鍋爐|加熱設備 包裝機械 輸送設備 化工實驗室設備
蘇州科瑪特機電設備有限公司

蘇州科瑪特機電設備有限公司
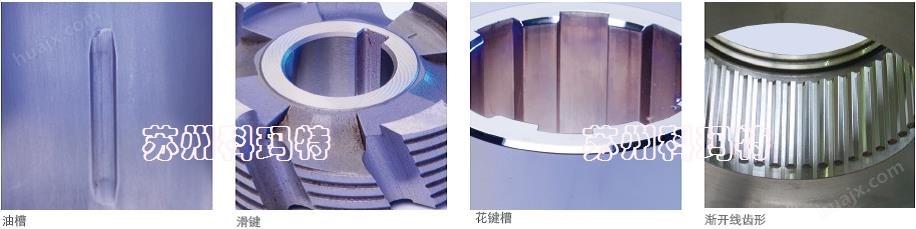
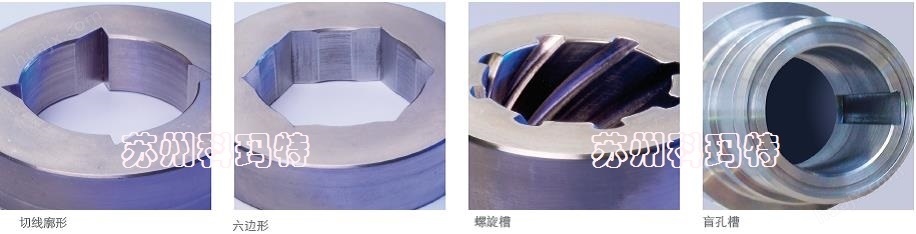
德國LEISTRIT 鍵槽機/插拉床 德國成型鍵槽機德國成型插床 工件舉例 應用領域 鍵槽加工–原理–優勢1)如何加工鍵槽鍵槽加工指逐步切割鍵槽的一種方式。刀具沿孔以持續運動垂直上下拉動,同時伴以一個水平推力。每次切削時,位于刀桿和導程桿之間的進給桿向下運動,產生的水平推力推動刀桿進給。為了確保刀具和工件的安全加工,在刀具向上運動之前,進給桿向上提起,刀具退回。鍵槽機床都配備一個雙立柱液壓導向系統。直列式的刀具和進給刀架在刀具和機床系統內形成了一個線性的運動組合,避免了側向力和杠桿效應,使機器得以非常持久地、幾乎無磨損地運作。2)基本功能–開槽加工3)與插鍵加工相比較的優勢·精度高由于刀具在整個鍵槽長度上都有導程槽,鍵槽加工擁有更高的精度。(偏移量,深度,軸平行度)更高的表面質量,因為刀具和工件通過定心裝置固定于同一導向裝置上·更為經濟更高的切削值,因為刀具切削同時不會產生偏置現象(保證切削速度和進給)工件和刀具被固定在一個單元上,以得到-更長的刀具壽命-更優化的工藝參數·靈活性強-可輕易切割更寬和更長的鍵槽(長度為2000毫米,寬度達150毫米)4)與拉削加工相較的優勢......

德國成型鍵槽機
德國成型插床
工件舉例
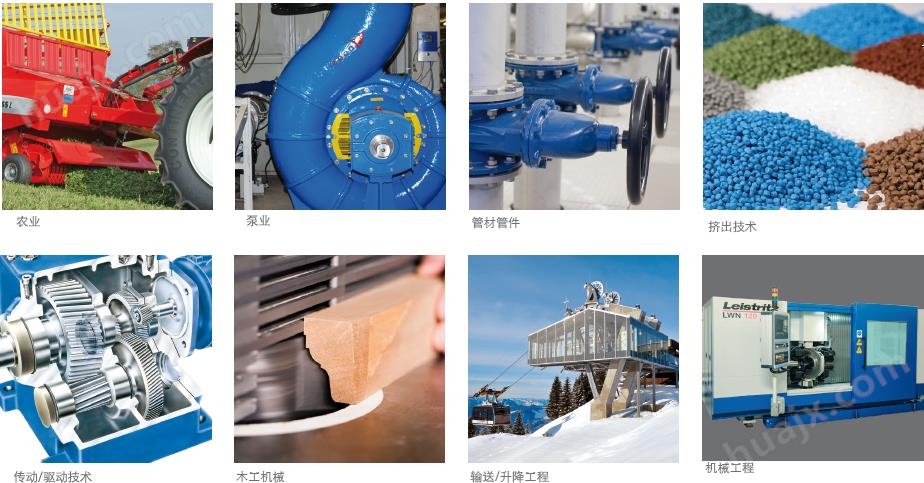
應用領域
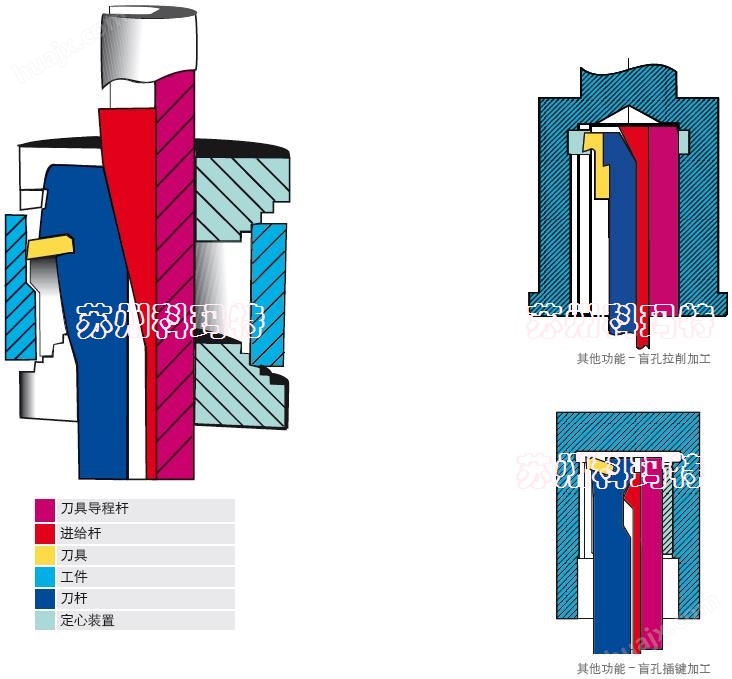
鍵槽加工–原理–優勢
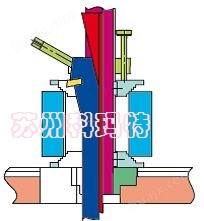
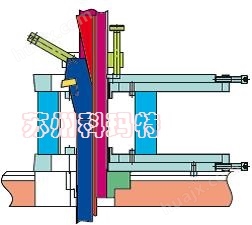
1)如何加工鍵槽
鍵槽加工指逐步切割鍵槽的一種方式。刀具沿孔以持續運動垂直上下拉動,同時伴以一個水平推力。
每次切削時,位于刀桿和導程桿之間的進給桿向下運動,產生的水平推力推動刀桿進給。為了確保刀
具和工件的安全加工,在刀具向上運動之前,進給桿向上提起,刀具退回。鍵槽機床都配備一個雙立
柱液壓導向系統。直列式的刀具和進給刀架在刀具和機床系統內形成了一個線性的運動組合,避
免了側向力和杠桿效應,使機器得以非常持久地、幾乎無磨損地運作。
2)基本功能–開槽加工
3)與插鍵加工相比較的優勢
·精度高
由于刀具在整個鍵槽長度上都有導程槽,鍵槽加工擁有更高的精度。(偏移量,深度,軸平行度)
更高的表面質量,因為刀具和工件通過定心裝置固定于同一導向裝置上
·更為經濟
更高的切削值,因為刀具切削同時不會產生偏置現象(保證切削速度和進給)
工件和刀具被固定在一個單元上,以得到
-更長的刀具壽命
-更優化的工藝參數
·靈活性強
-可輕易切割更寬和更長的鍵槽(長度為2000毫米,寬度達150毫米)
4)與拉削加工相較的優勢
·精度高CNC數控加工
- 盲孔加工
- 螺旋槽
- 油槽

皆品質
·更為經濟
-機床空間要求低,即使加工特別加長或加寬的鍵槽
-工件切割順暢(無翹曲)
-刀具成本低,客戶可以重新打磨刀具
-刀具交貨時間短,特殊尺寸刀具價格合理
-工件對準和夾緊元件經濟實惠
·靈活性強
-可以配備高度自動化的快速夾緊裝置(液壓或氣動氣壓驅動方式)
-刀具寬度調整非常方便
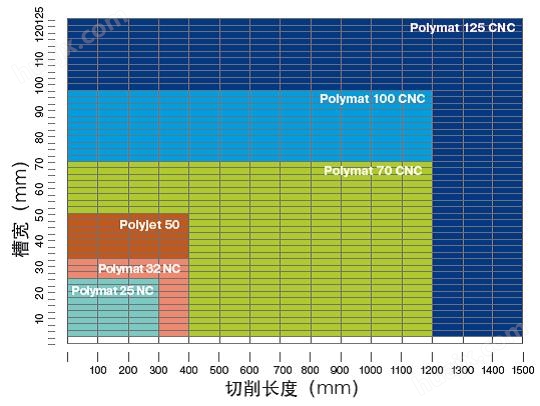
機床系列
1)機床型號
·Polymat 25/32 NC

NC系列機床能夠以優異表現完成下列任務:
通孔開槽/孔內單槽或多槽成型
通常情況下,多槽加工機床裝配有手動分度盤。
NC系列機床大多為兩個軸(控制軸)。
·Polymat 70/100/125 CNC

CNC數控機床的控制軸可以進行插補。因此,除了根據DIN6885或自定義通孔成型的標準滑鍵,機床還能加工:
-斜鍵槽
-油槽
-盲孔槽
-螺旋槽
標準及非標準多槽/成型(鋸齒/花鍵/漸開線齒形/…)除了手動分度盤,自動分度盤(第三個數控軸)也可以使用在此類型號機床上。
因此,單件加工,小批量加工和大批量加工一樣經濟。機床也可以集成在一個完整的生產線上,此種情況下,機床可以自動加載工件并在數小時內無需人員作業。
·Polyjet

“硬朗"鍵槽機床POLYJET 50為用戶提供了一種全新的開槽成型加工工藝。這臺全新機床的誕生,意味著復雜拉床的優異性能和鍵槽機床的高靈活性和高效率的結合。
切削速度,可達120米/分鐘,可硬加工。
若要求縮短加工時間,Polyjet機床可用于軟加工。
2)技術參數
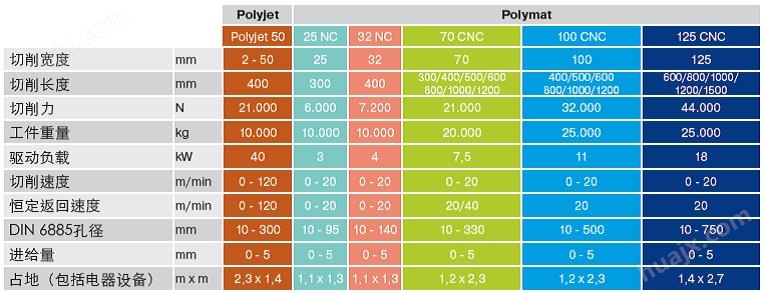
部件、驅動、控制和操作元件
1)選配件
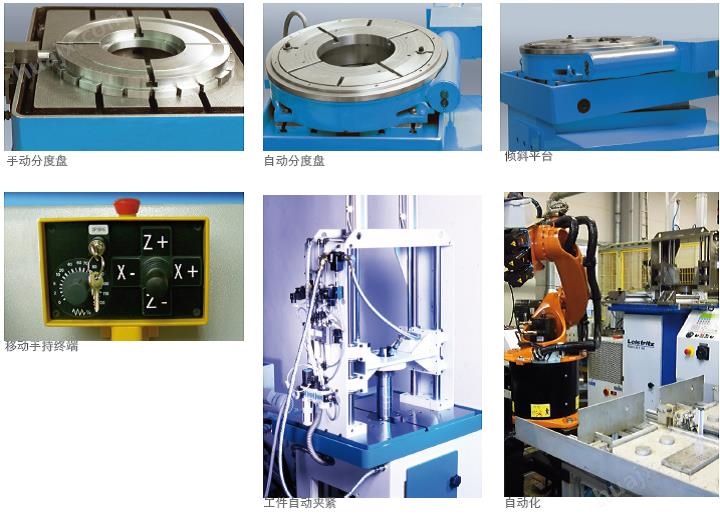
-手動分度盤 -工件自動夾緊 -自動清除切屑
-自動分度盤 -加工錐形內孔槽的傾斜平臺 -刀具調整系統
-大型工件用的移動手持終端 -自動化
2)線性驅動系統

Polyjet 50由高動態線性驅動器驅動。此驅動裝置低維護,無磨損,切割速度可達120米/分鐘。
3)液壓驅動
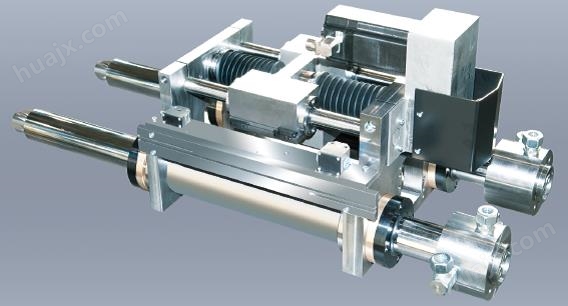
憑借精密制造的活塞桿,雙立柱液壓導向系統能確保進給刀架的精確度。活塞桿和液壓油在同一單元內提供引導和驅動。液壓油也有利于長期確保系統潤滑度。因此,機床不會由于潤滑問題產生維修需要。
4)控制系統

·S7-314 PLC控制器,5.7英寸顯示屏,觸摸式鍵盤
·由2-4個CNC數控軸控制
·刀具進給(X),一個轉動軸(B)用于多個鍵槽,且可選配自動裝載裝置
·用戶本地語言操作
·可儲存最多250條程序重要參數:
- 直徑
- 槽寬
- 槽深
- 槽長
- 進給量
- 刀具類型
- 切削速度
- 空行程設定
運用數控技術達到精確的Z軸定位
所有軸使用高精度的旋轉編碼器
屏幕直接顯示的故障診斷系統
PDA和程序轉移可選接口
刀具配套組,刀片和定心裝置
1)刀具配套組
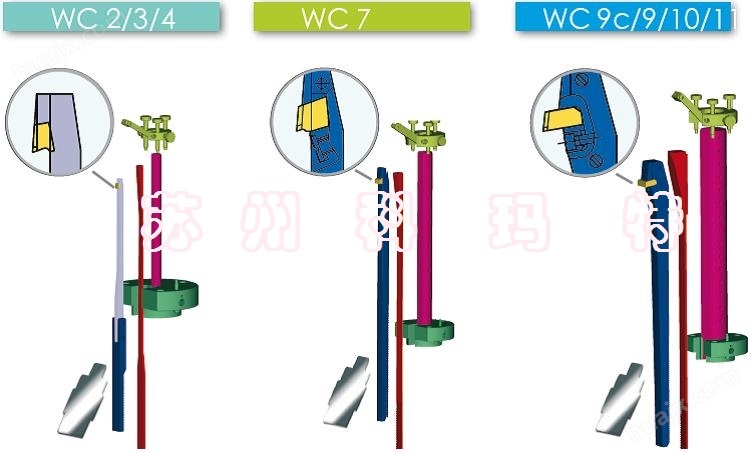
每個刀具配套組覆蓋特定的加工范圍:
-槽寬
-孔徑
-槽長
根據不同的加工任務,必須選擇各自合適的工具。配合切削任務的刀具也需要適配所需的刀具配套組。
2)成型和鍵槽加工機床的標準刀具

3)襯套及調節裝置
·錐形襯套

錐體面直接與工件內圓邊緣接觸,靠緊,確保工件與刀具相對位置準確。
·階梯式襯套
階梯式襯套依靠在工件內圓邊緣,靠緊,以此來確保工件與刀具的相對位置。階梯式襯套也用來夾緊工件的上表面。
·連續調節裝置
工件通過一個帶有固定和調節裝置的三點式夾緊系統來夾緊工件。工件在偏心的情況下也可以被穩固夾緊。

4)定心裝置的孔徑應用


您感興趣的產品PRODUCTS YOU ARE INTERESTED IN







化工機械設備網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼






