
您好, 歡迎來(lái)到化工機(jī)械設(shè)備網(wǎng)! 登錄| 免費(fèi)注冊(cè)| 產(chǎn)品展廳| 收藏商鋪|
您好, 歡迎來(lái)到化工機(jī)械設(shè)備網(wǎng)! 登錄| 免費(fèi)注冊(cè)| 產(chǎn)品展廳| 收藏商鋪|
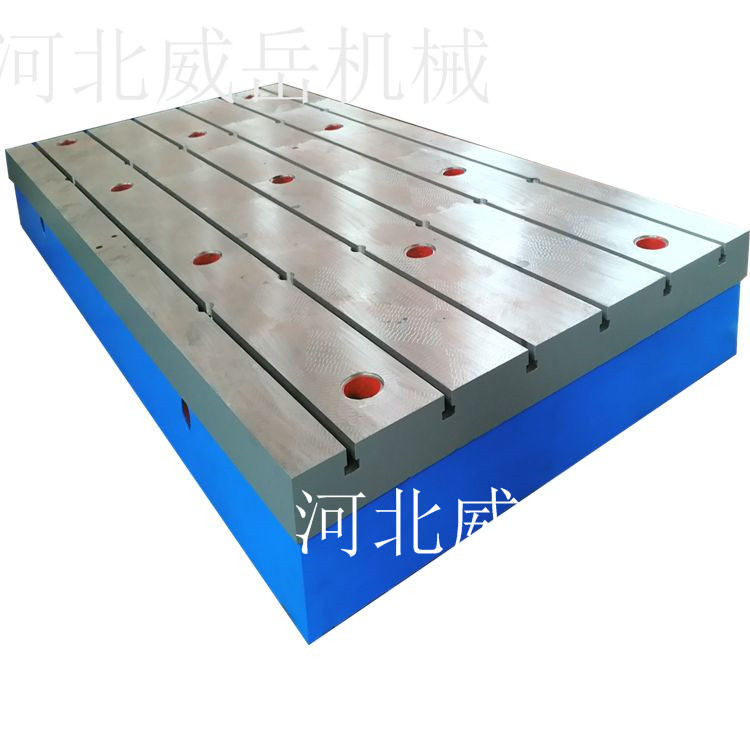
當(dāng)前位置:河北威岳機(jī)械有限公司>>機(jī)床附件>>平板>> HT250首單包郵T型槽試驗(yàn)平臺(tái)毛坯件供應(yīng)


產(chǎn)品型號(hào)HT250
品 牌
廠(chǎng)商性質(zhì)生產(chǎn)商
所 在 地滄州市
更新時(shí)間:2023-02-25 14:20:02瀏覽次數(shù):195次
聯(lián)系我時(shí),請(qǐng)告知來(lái)自 化工機(jī)械設(shè)備網(wǎng)
首單包郵T型槽試驗(yàn)平臺(tái)毛坯件供應(yīng)

二級(jí)精度使用年限長(zhǎng)T型槽試驗(yàn)平臺(tái)包安裝


成都ht250材質(zhì) T型槽試驗(yàn)平臺(tái)表面清砂處理
北京國(guó)標(biāo)槽位置可調(diào)T型槽試驗(yàn)平臺(tái)整體澆筑
要使T型槽試驗(yàn)平臺(tái)鑄件在凝固過(guò)程中不產(chǎn)生縮孔及縮松缺陷,須將鑄件凝固的部位引出鑄件本體,這就需要在T型槽試驗(yàn)平臺(tái)鑄件內(nèi)形成順序凝固的溫度梯度,使金屬液從較低溫度開(kāi)始凝固,而凝固的部位在冒口中。
T型槽試驗(yàn)平臺(tái)澆注系統(tǒng)的特點(diǎn)、鑄鐵的特性熔點(diǎn)高、流性差、收縮大、易氧化,要求金屬液快速、平穩(wěn)地充型。
試驗(yàn)平臺(tái)澆注系統(tǒng)有如下特點(diǎn):
1.T型槽試驗(yàn)平臺(tái)鑄件的體收縮大,鑄件易產(chǎn)生縮孔、縮松、裂紋和變形等缺陷。厚實(shí)和壁厚差別較大的鑄件采用定向凝固的原則設(shè)置澆冒口系統(tǒng),液態(tài)較好流經(jīng)冒口進(jìn)入型腔,強(qiáng)化冒口的補(bǔ)縮能力;對(duì)于易產(chǎn)生裂紋、變形的殼體類(lèi)鑄件,其內(nèi)澆道應(yīng)均布于鑄件的薄壁處,并盡量減少澆道對(duì)T型槽試驗(yàn)平臺(tái)鑄件的機(jī)械阻礙。
2.T型槽試驗(yàn)平臺(tái)的澆注溫度高、易氧化,通常采用漏包澆注。漏包澆注擋渣作用好,對(duì)澆注系統(tǒng)的擋潭作用要求不高,因此澆注系統(tǒng)截面積較大呈開(kāi)放式,勿需高的檔渣功能,但應(yīng)快速平穩(wěn)的充滿(mǎn)鑄型。漏包澆注壓力大,易沖壞澆道,因此,澆注系統(tǒng)應(yīng)力求結(jié)構(gòu)簡(jiǎn)單、堅(jiān)固耐沖擊。大中型T型槽試驗(yàn)平臺(tái)鑄件的直澆道及鐵液流量超過(guò)1T的橫澆道和內(nèi)澆道,應(yīng)由耐火磚管組成。小型T型槽試驗(yàn)平臺(tái)鑄件的澆注系統(tǒng)可采用水玻璃、樹(shù)脂砂或全部采用面砂組成,并保證具有足夠的強(qiáng)度。
澆注系統(tǒng)是對(duì)T型槽試驗(yàn)平臺(tái)鑄件液體進(jìn)行分配的過(guò)程,澆注系統(tǒng)的設(shè)置盡量減少對(duì)鑄件的沖刷,盡量減少鐵液在型腔里面的紊流,盡量遵循順序凝固的法則,讓鐵液在T型槽試驗(yàn)平臺(tái)鑄件型腔里平穩(wěn)上升,其中內(nèi)澆口的設(shè)置重要。澆注系統(tǒng)盡量縮短鑄件凝固時(shí)間,實(shí)際按需分配,對(duì)于需要鋼水量大的部位需要增設(shè),從T型槽試驗(yàn)平臺(tái)鑄件的形體來(lái)設(shè)計(jì)的話(huà),一般按照高度400-500設(shè)置一層,長(zhǎng)度方向400-500設(shè)置一道,這樣鐵水流經(jīng)澆道的時(shí)間長(zhǎng),但進(jìn)入T型槽試驗(yàn)平臺(tái)鑄件的時(shí)間短,有利于下部先凝固,中間補(bǔ)縮下部,上部補(bǔ)縮中部,形成順序凝固的狀態(tài),試想,如果單純考慮底注式,在澆注的90秒內(nèi),型腔內(nèi)的鐵水一直在不斷的運(yùn)動(dòng),想象中的平穩(wěn)上升與分層澆注產(chǎn)生的逐層凝固誰(shuí)優(yōu)誰(shuí)劣,底注內(nèi)澆口帶來(lái)的澆口熱節(jié)以及上部冒口冷鐵水對(duì)冒口的收得率和試驗(yàn)平臺(tái)鑄件的凝固都產(chǎn)生很大影響。因此對(duì)于部分高度不高熱節(jié)較大的鑄件采用底注是合理的,但對(duì)于熱節(jié)不大高度很高的T型槽試驗(yàn)平臺(tái)鑄件采用底注是有很大影響的。
3.控制T型槽試驗(yàn)平臺(tái)澆注速度
從理論上講,金屬液進(jìn)入砂型時(shí),熱量的散失和金屬液與型壁接觸的時(shí)間長(zhǎng)短成正比,且與金屬液的表面積和體積的比率成正比。澆注速度影響金屬液接觸型壁的時(shí)間,因此控制澆注速度可改變平板鑄件內(nèi)的溫度差,澆注速度越慢,T型槽試驗(yàn)平臺(tái)鑄件內(nèi)的溫度差越大。但速度不能太慢,否則容易形成冷隔、澆不滿(mǎn)等缺陷。而大平面的鑄件T型槽試驗(yàn)平臺(tái)不宜慢澆,否則會(huì)導(dǎo)致上型由于長(zhǎng)時(shí)間受熱出現(xiàn)落砂缺陷。
請(qǐng)輸入賬號(hào)
請(qǐng)輸入密碼
請(qǐng)輸驗(yàn)證碼
掃一掃訪(fǎng)問(wèn)手機(jī)商鋪
以上信息由企業(yè)自行提供,信息內(nèi)容的真實(shí)性、準(zhǔn)確性和合法性由相關(guān)企業(yè)負(fù)責(zé),化工機(jī)械設(shè)備網(wǎng)對(duì)此不承擔(dān)任何保證責(zé)任。
溫馨提示:為規(guī)避購(gòu)買(mǎi)風(fēng)險(xiǎn),建議您在購(gòu)買(mǎi)產(chǎn)品前務(wù)必確認(rèn)供應(yīng)商資質(zhì)及產(chǎn)品質(zhì)量。

會(huì)員1.png)


 化工機(jī)械設(shè)備網(wǎng)
化工機(jī)械設(shè)備網(wǎng)