聯系電話

山東龍興化工機械集團有限公司
 中級會員·15年
中級會員·15年您現在的位置: 山東龍興化工機械集團有限公司>>反應釜>> 山東龍興化機半圓管反應釜 0928
 具體成交價以合同協議為準
具體成交價以合同協議為準
- 聯系人:
- 譚學洲
- 電話:
- 0535-2342538/2348159
- 手機:
- 13853566816
- 售后:
- 0535-2348102
- 傳真:
- 86-0535-2342578
- 地址:
- 山東省萊州市沙河鎮路旺龍王埠
掃一掃訪問手機商鋪
產品簡介
隨著生產趨向大型化和規模化發展,反應釜逐漸向大型化發展,其直徑加大,簡體加長。特別是承受外壓反應釜內筒體壁厚的增加,給設計、制造增加了難度,同時也提高了反應釜的制造費用,又不利于傳熱。 而采用半圓管夾套結構的反應釜,即可改善以上所述的情況,又可改善反應釜的受力情況,使反應釜內簡體的壁厚減薄。
產品介紹
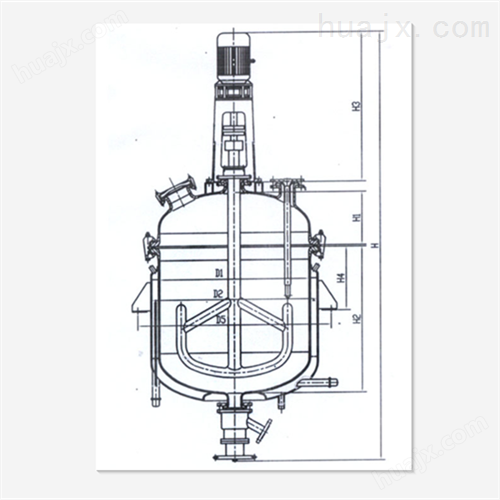
山東龍興化機半圓管反應釜 0928
隨著生產趨向大型化和規模化發展,反應釜逐漸向大型化發展,其直徑加大,簡體加長。特別是承受外壓反應釜內筒體壁厚的增加,給設計、制造增加了難度,同時也提高了反應釜的制造費用,又不利于傳熱。 而采用半圓管夾套結構的反應釜,即可改善以上所述的情況,又可改善反應釜的受力情況,使反應釜內簡體的壁厚減薄。
該廠大部分“U”夾套結構反應釜為常壓操作,而“U”型夾套內常通 人0.3MPa-0.6MPa的蒸汽加熱,按《壓力容器安全技術監察規程》劃分, 為*類(D1級)壓力容器。有些反應釜內是冷~熱間隔操作的,有時夾 套會出現使用冷凍鹽水降溫后再通入蒸汽的工況,這樣一旦誤操作會發生冷凍鹽水流失,造成浪費。采用雙螺旋半圓管夾套,使冷凍鹽水和蒸汽各行其道,可以*杜絕傳熱介質摻混和流失的問題。鑒于以上原因,我們對該廠的這一類型設備進行了更新和改造, 設計了半圓管夾套來代替“U”型夾套。
從半圓管夾套容器的受力分析來講,容器內筒受外壓,半圓管夾套受內壓,內簡體外壁纏繞的螺旋半圓管夾套可視為外壓加強圈,由于其間距較密、均勻,因而外壓計算長度較小,定性分析是安全的。可以降低內簡體的壁厚。具體的設計、計算詳見GB150—1998(鋼制壓力容器》HG/T20569L_1994(機械攪拌設備》及化工設備設計全書《攪拌設備設計》 中的相關內容。通過計算結果來看,不管是外壓筒體的壁厚,還是半圓管夾套的壁厚都得到了減薄,在綜合考慮腐蝕裕度、小壁厚以及制造方面的原因后,適當的增加壁厚,這在工程設計上是安全的。
從內筒體纏繞半圓管夾套的整體布局方面,為保證傳熱面積大,應盡量在內簡體及封頭上布滿半圓管夾套。
半圓管夾套的節距除按規定選擇外,還要依據內簡體的壁厚、半圓管夾套的壁厚以及焊接加工工藝等方面綜合考慮確定。為使傳熱面積加大,半圓管夾套的節距應盡量減小,考慮到焊接熱影響區、施焊、打磨、 焊縫無損檢測、返修等因素,半圓管夾套的外壁的間隙一般情況下取 20-30mm。
半圓管夾套上引出的進、出管口結構。其端板與內簡體及半圓管夾套的焊縫必須采用全焊透結構,并且做PT-I或M.r-I無損檢測。 半圓管夾套纏繞在內簡體的加工、制造、焊接是比較方便的,但用同樣的方法加工、制造、焊接在封頭上是比較困難的。因為封頭的外表面是一個曲面,而半圓管夾套的壁厚較薄,煨彎纏繞后易發生摺皺,環向斷面發生變形。另外,半圓管夾套邊緣處與封頭的外表面間隙過大, 不易保證,這些問題已在加工制造中得到了證實。所以在結構設計上對此進行了改造,在保證換熱面積的情況下,在封頭上采用無縫鋼管盤繞在外表面上,且與封頭進行雙面角焊。
山東龍興化機半圓管反應釜 0928
相關產品
-
 ¥面議
¥面議 -
 ¥面議
¥面議 -
 ¥面議
¥面議