粉碎設(shè)備 混合設(shè)備 分離設(shè)備 濃縮結(jié)晶設(shè)備 傳質(zhì)設(shè)備 干燥設(shè)備 反應(yīng)設(shè)備 換熱設(shè)備 制冷設(shè)備 空分設(shè)備 儲(chǔ)存設(shè)備 鍋爐|加熱設(shè)備 包裝機(jī)械 輸送設(shè)備 化工實(shí)驗(yàn)室設(shè)備
上海仙蝶閥門(mén)有限公司
會(huì)員1.png)
上海仙蝶閥門(mén)有限公司

| 參 考 價(jià) | 面議 |
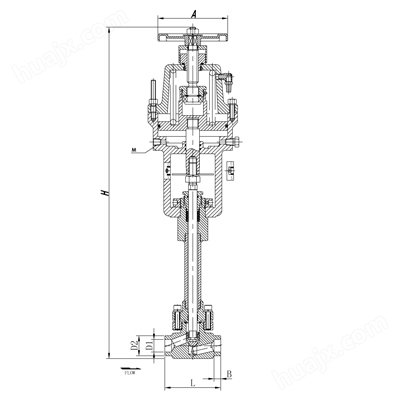
產(chǎn)品型號(hào)DGQ
品 牌
廠商性質(zhì)其他
所 在 地
化工機(jī)械設(shè)備網(wǎng)采購(gòu)部電話:0571-88918531 QQ:2568841715
QQ:2568841715
聯(lián)系方式:查看聯(lián)系方式
更新時(shí)間:2023-03-14 16:36:45瀏覽次數(shù):198次
聯(lián)系我時(shí),請(qǐng)告知來(lái)自 化工機(jī)械設(shè)備網(wǎng)

公稱壓力: 32MPa
設(shè)計(jì)溫度: -196℃~+80℃
適用介質(zhì): LNG、LO2、LN2、LAr
連接方式: 承插焊
主要零部件材料:
閥體、閥蓋: S30408
閥瓣、閥桿: S30408

產(chǎn)品優(yōu)勢(shì):
a) 提供低溫閥門(mén)全套圖紙與生產(chǎn)工藝;
b) 低溫閥門(mén)的密封材料采用的是PTFE(聚四氟氯乙烯)/FCTFE(聚三氟氯乙烯)材料,材料分子量分布集中,耐低溫性強(qiáng),具有在低溫條件下收縮率小,在長(zhǎng)期擠壓后有良好的恢復(fù)能力;
產(chǎn)品特點(diǎn):
★ 產(chǎn)品的質(zhì)量、價(jià)格和售后服務(wù)以及LNG低溫閥門(mén)的技術(shù)成熟性、*性方面具有較大的優(yōu)勢(shì)。并且,在設(shè)備制造和加工工藝、質(zhì)量控制等方面都取得了非常豐富的經(jīng)驗(yàn)。可以保證我們公司的產(chǎn)品設(shè)計(jì)合理、質(zhì)量穩(wěn)定、使用安全可靠。
★ 閥門(mén)材質(zhì)采用全不銹鋼,降低了傳熱系數(shù),閥體與閥桿采用法蘭連接,避免不銹鋼絲扣連接螺紋咬死的現(xiàn)象,方便了工程的安裝、預(yù)冷、保溫以及零部件的更換。
壓力檢驗(yàn)與氣密性試驗(yàn)
★ 低溫閥門(mén):出廠前每只閥門(mén)必須經(jīng)過(guò)壓力檢驗(yàn)與氣密性試驗(yàn),低溫閥門(mén)的公稱壓力一般從2.0MPa—4.0MPa不等,根據(jù)國(guó)標(biāo)試壓的時(shí)候必須高于設(shè)計(jì)壓力的1.5倍。我公司4.0MPa閥門(mén)的試壓一般都打到7.5MPa。
氣密性試驗(yàn):使用的介質(zhì)為氦氣,因?yàn)楹獾拇┩噶Ρ绕渌麣怏w強(qiáng),若經(jīng)氦氣試驗(yàn)合格的閥門(mén)使用在液氧、液氮、液氬、LNG介質(zhì)上效果會(huì)更好。
清洗
★ 低溫閥門(mén)系例產(chǎn)品在進(jìn)行精加工后、零部件、成品出廠前全部采用全自動(dòng)超聲波清洗,分清洗、漂洗、蒸浴烘干三個(gè)階段。
閥門(mén)的表面處理
★ 閥門(mén)的外表面進(jìn)行噴砂處理,所噴介質(zhì)為玻璃砂,可防止閥門(mén)外表面結(jié)霜后產(chǎn)生銹斑。
手輪
★ 通過(guò)波浪形外觀設(shè)計(jì)并取得國(guó)家,使得手輪整體看上去更美觀,使用時(shí)手感更好。在保證關(guān)閉的基礎(chǔ)上又不至于因關(guān)閉力距過(guò)大導(dǎo)致對(duì)閥門(mén)密封墊片的性能產(chǎn)生損傷。
★我公司對(duì)其所供產(chǎn)品提供終身技術(shù)咨詢和售后服務(wù)。

檢驗(yàn)?zāi)芰?/strong>
① 檢驗(yàn)部門(mén)嚴(yán)格按照下列程序進(jìn)行檢驗(yàn):
1、監(jiān)督操作者按工藝文件規(guī)定的順序和要求進(jìn)行操作。
2、進(jìn)行工序檢測(cè),做好檢測(cè)記錄。
3、對(duì)不合格情況及時(shí)反饋、做出處理。
4、匯總檢驗(yàn)資料,出具質(zhì)量證明書(shū)、竣工圖。
5、聯(lián)絡(luò)監(jiān)督員檢驗(yàn)。



您感興趣的產(chǎn)品PRODUCTS YOU ARE INTERESTED IN







化工機(jī)械設(shè)備網(wǎng) 設(shè)計(jì)制作,未經(jīng)允許翻錄必究 .? ? ?
請(qǐng)輸入賬號(hào)
請(qǐng)輸入密碼
請(qǐng)輸驗(yàn)證碼