粉碎設備 混合設備 分離設備 濃縮結晶設備 傳質設備 干燥設備 反應設備 換熱設備 制冷設備 空分設備 儲存設備 鍋爐|加熱設備 包裝機械 輸送設備 化工實驗室設備

溫州誠泰流體設備有限公司

溫州誠泰流體設備有限公司
中文名稱:翻邊英文名稱:flanging定義:在毛坯的平面部分或曲面部分的邊緣,沿一定曲線翻起豎立直邊的成形方法
中文名稱:翻邊 英文名稱:flanging
定義:在毛坯的平面部分或曲面部分的邊緣,沿一定曲線翻起豎立直邊的成形方法。
翻邊是沖壓工藝的一種。
翻邊的定義:在坯料的平面部分或曲面部分上,利用模具的作用,使之沿封閉或不封閉的曲線邊緣形成有一定角度的直壁或凸緣的成型方法稱為翻邊。
翻邊的種類:翻邊的種類很多,分類方法也不盡相同。其中按變形性質可以分為伸長型翻邊和壓縮型翻邊。
影響極限翻邊系數的主要因素有:
(1)材料的塑性
材料的延伸率δ、應變硬化指數和各向異性系數越大,極限翻邊系數就越小,有利于翻邊。
(2)孔的加工方法
預制孔的加工方法決定了孔的邊緣狀況,孔的邊緣無毛刺、撕裂、硬化層等缺陷時,極限翻邊系數就越小,有利于翻邊。目前,預制孔主要用沖孔或鉆孔方法加工,如表5-4中數據顯示,鉆孔比一般沖孔的min小。采用常規沖孔方法生產效率高,特別適宜加工較大的孔,但會形成孔口表面的硬化層、毛刺、撕裂等缺陷,導限翻邊系數變大。采取沖孔后進行熱處理退火、修孔或沿與沖孔方向相反的方向進行翻孔使毛刺位于翻孔內側等方法,能獲得較低的極限翻邊系數。用鉆孔后去毛刺的方法,也能獲得較低的極限翻邊系數,但生產效率要低一些。
(3)預制孔的相對直徑
預制孔的相對直徑/越小,極限翻邊系數越小,有利于翻邊。這是因為同樣的預制孔徑,材料的厚度越大,厚度方向壓應的允許值增大,根據體積不變定律,所以翻邊時變形區邊緣將要開裂時的極限切向應變值增大,由可知,極限翻邊系數就越小。
(4)凸模的形狀
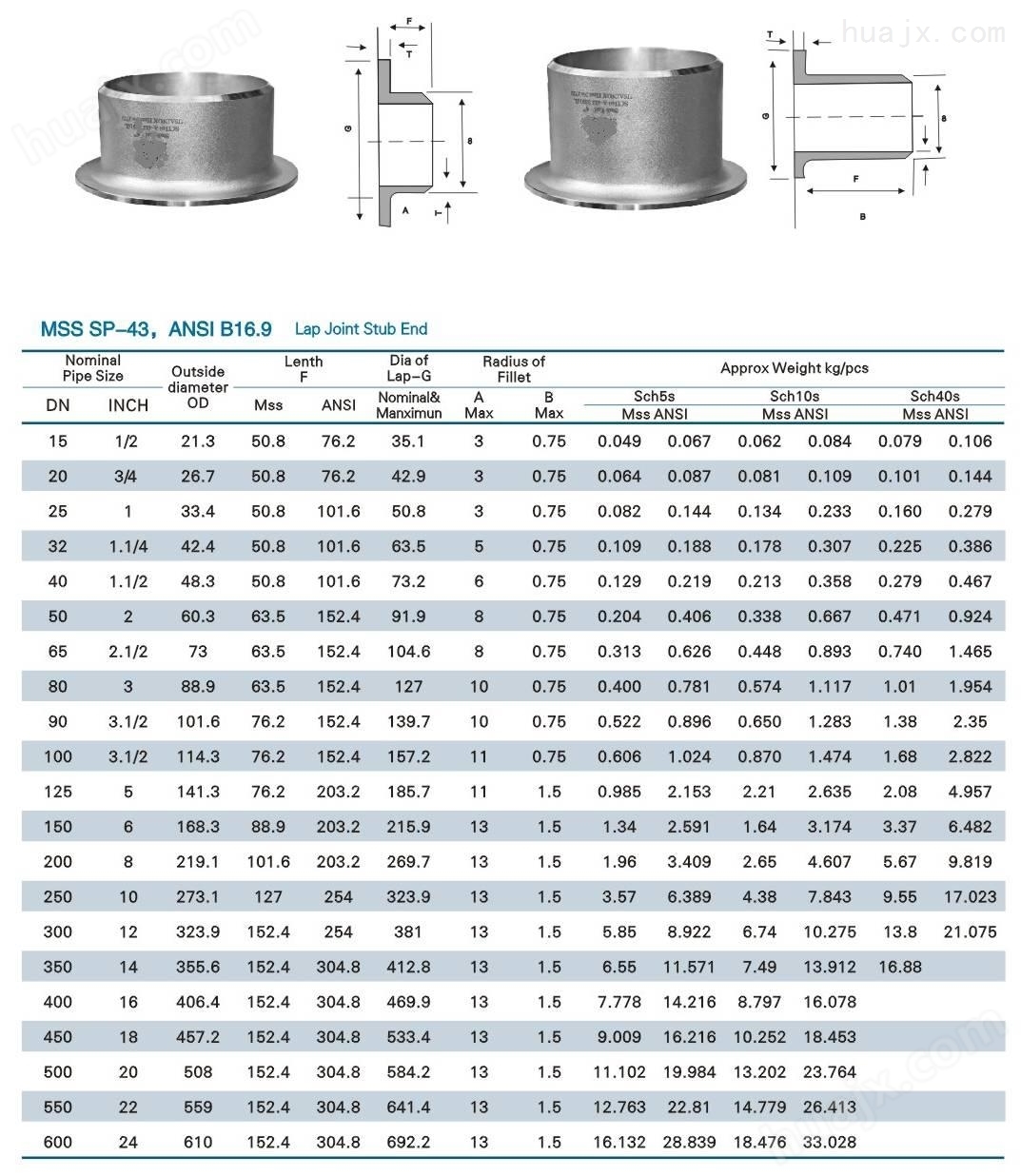
球形凸模的極限翻邊系數比平底凸模的小。此外,拋物面、錐形面和較大圓角半徑的凸模也比平底凸模的極限翻邊系數小。因為在翻邊變形時,球形或錐形凸模是凸模前端與預制孔顎式破碎機口接觸,在凹模口區產生的彎曲變形比平底凸模的小,更容易使孔口部產生塑變形。所以相同翻邊孔徑D和材料厚度t時,可以翻邊的預制孔徑更小,因而極限翻邊系數就越小。 翻邊的制造標準:MSS SP-43、ASME B16.9
溫州誠泰流體設備有限公司同時可提供:襯氟閥門、襯PO閥門、陶瓷閥門、襯膠閥門;襯PO管件、鋼襯四氟管件、陶瓷管件、襯F40管件;全塑料、塑膠閥門管件;不銹鋼閥門、管件、管材、法蘭;工業級和衛生級閥門、管件、管材;其他流體輸送和控制設備等。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN








化工機械設備網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼




