 化工機械設備網
化工機械設備網









產品簡介
《銷售態度》:質量保證、誠信服務、及時到位!
《銷售宗旨》:為客戶創造價值是我們永遠追求的目標!
《服務說明》:現貨配送至全國各地含稅(16%)含運費!
《產品質量》:原裝*,*!均可質保一年,假一罰十!
《產品優勢》:專業銷售 薄利多銷 信譽好,口碑好,價格低,貨期短,大量現貨,服務周到!
| 上海慶惜自動化設備有限公司 |
| 參考價 | 面議 |
更新時間:2018-08-30 14:05:55瀏覽次數:203
聯系我們時請說明是化工機械設備網上看到的信息,謝謝!
化工機械設備網采購部電話:0571-88918531 QQ:2568841715
QQ:2568841715
聯系方式:查看聯系方式
西門子S7-200PLC模塊遂寧一級代理商
上海慶惜自動化設備有限公司承諾:
凡在本公司購買的產品,保證全新,假一罰十,可簽訂正式銷售合同,本公司主要經營S7-200,S7-300,S7-1200,S7-400 PLC模塊,觸摸屏,通訊電纜,編程電纜,DP接頭,LOGO,模快.SMART模塊,軟啟動器,伺服電機,變頻器等產品,西門子保內*產品‘質保一年。一年內因產品質量問題免費更換新產品;不收取任何費。
咨詢
承諾:1、保證全新*:
2、保證安全準時發貨:
3、保證售后服務質量
流程:1、客戶確認所需采購產品型號:
2、我方會根據詢價單型號查詢價格以及交貨期,擬一份詳細正規報價單
3,客戶收到報價單并確認型號無誤后訂購產品
4、報價單負責人根據客戶提供型號以及數量擬份銷售合同:
5、客戶收到合同查閱同意后蓋章回傳并按照合同銷售額匯款到公司賬戶
6、我公司財務查到款后,業務員安排發貨并通知客戶跟蹤運單。
西門子PLCS7-300系列PLC安裝及注意事項
西門子S7-300安裝注意事項一)輔助電源功率較小,只能帶動小功率的設備(光電傳感器等);
西門子S7-300安裝注意事項二)一般PLC均有一定數量的占有點數(即空地址接線端子),不要將線接上;
西門子S7-300安裝注意事項三)PLC存在I/O響應延遲問題,尤其在快速響應設備中應加以注意。
西門子S7-300安裝注意事項四)輸出有繼電器型,晶體管型(高速輸出時宜選用),輸出可直接帶輕負載(LED指示燈等
西門子PLCS7-300系列PLC安裝及注意事項
西門子S7-300安裝注意事項一)輔助電源功率較小,只能帶動小功率的設備(光電傳感器等);
西門子S7-300安裝注意事項二)一般PLC均有一定數量的占有點數(即空地址接線端子),不要將線接上;
西門子S7-300安裝注意事項三)PLC存在I/O響應延遲問題,尤其在快速響應設備中應加以注意。
西門子S7-300安裝注意事項四)輸出有繼電器型,晶體管型(高速輸出時宜選用),輸出可直接帶輕負載(LED指示燈等
西門子PLCS7-300系列PLC安裝及注意事項
西門子S7-300安裝注意事項一)輔助電源功率較小,只能帶動小功率的設備(光電傳感器等);
西門子S7-300安裝注意事項二)一般PLC均有一定數量的占有點數(即空地址接線端子),不要將線接上;
西門子S7-300安裝注意事項三)PLC存在I/O響應延遲問題,尤其在快速響應設備中應加以注意。
西門子S7-300安裝注意事項四)輸出有繼電器型,晶體管型(高速輸出時宜選用),輸出可直接帶輕負載(LED指示燈等
西門子PLCS7-300系列PLC安裝及注意事項
西門子S7-300安裝注意事項一)輔助電源功率較小,只能帶動小功率的設備(光電傳感器等);
西門子S7-300安裝注意事項二)一般PLC均有一定數量的占有點數(即空地址接線端子),不要將線接上;
西門子S7-300安裝注意事項三)PLC存在I/O響應延遲問題,尤其在快速響應設備中應加以注意。
西門子S7-300安裝注意事項四)輸出有繼電器型,晶體管型(高速輸出時宜選用),輸出可直接帶輕負載(LED指示燈等
西門子S7-200PLC模塊遂寧一級代理商
產品遠銷:
1.華北地區:北京、天津、河北、內蒙古(2個市,2個省)。
2.東北地區:遼寧、吉林、黑龍江、大連,齊齊哈爾(3個省、2市)。
3.華東地區:上海、江蘇、浙江、安徽、福建、江西、山東、(7個省)。
4.華中地區:河南、湖北、湖南、廣東、廣西、海南、深圳(7個省、市)。
5.西南地區:重慶、四川、貴州、云南、西藏(5個省、市)。
6.西北地區:陜西、甘肅、青海、寧夏、新疆、山西、(6個省、區)。

1.功能指令的通用格式
(1)功能指令編號:功能指令按功能號FNC00~FNC246來編號,如圖中的①所示。
(2)助記符:功能指令的助記符是該指令的英文縮寫。如加法指令“ADDITION”簡寫為ADD,如圖(a)中的②所示。
(3)數據長度:功能指令可按處理數據的長度分為16位指令和32位指令。其中32位指令用(D)表示,無(D)符號的為16位指令。圖(a)中③表示該指令為32位指令。
(4)執行形式:功能指令有脈沖執行型和連續執行型兩種。指令中標有(P)(圖(a)中的④所示)的為脈沖執行型,在指令表示欄中用“ ”警示,如圖(a)中的⑤所示。脈沖執行型指令在執行條件滿足時僅執行一個掃描周期,圖(a)中,當X0閉合時,只在一個掃描周期中將加數(D11、D10)和加數(D13、D12)做一次加法運算。連續執行型如圖所示,在X0為ON的每個掃描周期都要被重復執行加法運算。在不需要每一個掃描周期都執行時,用脈沖執行方式可縮短程序執行時間。XCH(數據交換)、INC(加1)、DEC(減1)等指令一般應使用脈沖執行方式,若用連續執行時要特別注意,因為在每一個掃描周期內,其結果均在變化。
”警示,如圖(a)中的⑤所示。脈沖執行型指令在執行條件滿足時僅執行一個掃描周期,圖(a)中,當X0閉合時,只在一個掃描周期中將加數(D11、D10)和加數(D13、D12)做一次加法運算。連續執行型如圖所示,在X0為ON的每個掃描周期都要被重復執行加法運算。在不需要每一個掃描周期都執行時,用脈沖執行方式可縮短程序執行時間。XCH(數據交換)、INC(加1)、DEC(減1)等指令一般應使用脈沖執行方式,若用連續執行時要特別注意,因為在每一個掃描周期內,其結果均在變化。
(5)操作數:操作數是功能指令涉及或產生的數據,如圖(a)中的⑥所示。它一般由1~4個操作數組成,但有的功能指令只有助記符和功能號而不需要操作數。操作數分為源操作數、目標操作數和其它操作數。
[S]:源(Source)操作數,其內容不隨指令執行而變化。使用變址功能時,表示為[S]形式。源操作數不止一個時,可用[S1]、[S2]等表示。
[D]:目標(Destination)操作數,其內容隨執行指令而改變。使用變址功能時,表示為[D]形式。目標操作數不止一個時,可用[D1]、[D2]等表示。
[m]與[n]:表示其他操作數。常用來表示常數或作為源操作數和目標操作數的補充說明。表示常數時,K表示十進制,H表示十六進制,注釋可用m1、m2等表示。
功能指令的助記符占一個程序步,每個操作數占2個或4個程序步(16位操作數占2個程序步,32位操作數占4個程序步)。
操作數從根本上來說,是參加運算的數據的地址。地址是依元件的類型分布在存儲區中。由于不同指令對參與操作的元件類型有一定的限制,因此操作數的取值就有一定的范圍,如圖5.28(b)所示的加法指令的操作數范圍。正確選取操作數類型,對正確使用指令有很重要的意義。
2.功能指令的數據結構
功能指令的操作數的數據長度有16位和32位兩種。構成數據的方法如下:
(1)位元件與位元件的組合
只處理ON/OFF狀態的元件稱位元件,如X、Y、M、S。位元件X、Y、M、S等的組合也可以作為數值數據進行處理。將這些位元件組合,以KnP的形式表示,每組由4個連續的位元件組成,P為位元件的首地址,n為組數(n=1~8)。4個單元K4組成16位操作數,如K4M10表示由M10~M15組成的16位數據。
當一個16位數據傳送到K1M0、K2M0、K3M0時,只傳送相應的低位數據,高位數據溢出。
在處理一個16位操作數時,參與操作的元件由K1~K4。若僅由K1~K3,不足部分的高位作0處理,這意味著只能處理正數(符號位為0)。
被組合的位元件的首元件號可以是任意的,習慣采用以0結尾的元件,如M0,M100等。
如圖(b)所示,功能指令中的操作數可能取K(十進制常數)、H(十六進制常數)、KnX、KnY、KnM、KnS、T、C、D、V、Z。
(2)字元件
處理數據的元件稱為字元件,如T和C的設定值寄存器、當前值寄存器和數據寄存器D等,一個字由16個二進制位組成。處理32位數據時,功能指令中用符號D表示,如圖5.29中的(D)ADDD10D12D14,這時相鄰的兩個數據寄存器組成數據寄存器對,該指令將D11和D10中的數據與D13和D12中的數據相加的和傳送到D15和D14中去,D10中為低16位數據,D11中為高16位數據,為了避免出現錯誤,建議首地址統一用偶數編號。指令前面沒有D時表示16位數據。32位計數器C200~C255不能用作16位指令的操作數。
變址寄存器在傳送、比較指令中用來修改操作對象的元件號,其操作方式與普通數據寄存器一樣。當操作數據是32位時,V作高16位,Z作低16位。
1.控制要求
某控制系統有3臺電機,當按下起動按鈕SB1時,潤滑電機起動;運行10s后,主電機起動;運行20s后,冷卻泵電機起動。當按下停止按鈕SB2時,主電機立即停止;主電機停5s后,冷卻泵電機停;冷卻泵電機停5s后,潤滑電機停。當任一電機過載時,3臺電機全停。
2.I/O分配
輸入信號:起動SB1-X0;
停止SB2-X1;
*臺電機的過載保護-X2(接常閉觸點);
第二臺電機的過載保護-X3(接常閉觸點);
第三臺電機的過載保護-X4(接常閉觸點)。
輸出信號:潤滑電機-Y0;
主電機-Y1;
冷卻泵電機-Y2。
3.程序設計
該控制系統是典型的順序起動,逆序停止控制。其程序如下圖所示。
1.控制要求
2.I/O分配 正轉起動按鈕SB1—X0; 停止按紐SB3—X2; 輸出信號: 反轉交流接觸器KM2—Y1。 若PLC的輸入點較富裕,則熱繼電器的常閉觸點可占用PLC的輸入點,見下圖(a);若輸入點較緊張,則熱繼電器的信號可不輸入PLC,而直接接在PLC外部的控制電路中,見下圖(b)。
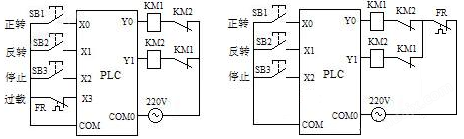
(a)熱繼電器觸點接入PLC中(b)熱繼電器觸點不接入PLC中
圖 電動機正反轉控制I/O接線圖
電動機正反轉控制程序如下圖所示。

PLC控制系統是由繼電器控制系統和計算機控制系統發展而來的,與傳統的繼電器控制系統相比,主要不同表現在以下幾個方面。
(1)繼電器控制系統采用許多硬器件、硬觸點和“硬”接線連接,組成邏輯電路實現邏輯控制要求,而且易磨損、壽命短。而PLC控制系統內部大多采用“軟”繼電器、 “軟”接點和“軟”接線連接,其控制邏輯由存儲在內存中的程序實現,且無磨損現象,壽命長。
(2)繼電器控制系統體積大、連線多,PLC控制系統結構緊湊、體積小、連線少。
(3)改變繼電器控制系統功能需拆線、接線乃至更換元器件,比較麻煩。而改變PLC控制功能,一般僅修改程序即可,極其方便。
(4)繼電器控制系統中硬繼電器的觸點數量有限,用于控制用的繼電器觸點數一般只有4~8對,而PLC每只軟繼電器供編程用的觸點數有無限對,使PLC控制系統有很好的靈活性和擴展性。
(5)在繼電器控制系統中,為了達到某種控制目的,要求安全可靠,節約觸點用量,因此,設置了許多制約關系的連鎖環節。在PLC中,由于采用掃描工作方式,不存在幾個并列支路同時動作的因素,因此,設計過程大為簡化,可靠性增強。
(6) PLC控制系統具有自檢功能,能查出自身的故障,隨時顯示給操作人員,并能動態地控制程序的執行情況,為現場調試和維護提供了方便。
(7)定時控制,繼電器控制邏輯利用時間繼電器進行時間控制。一般來說,時間繼電器存在定時精確度不高、定時范圍窄、易受環境濕度和溫度變化的影響、時間調整困難等問題。PLC使用半導體集成電路做定時器,時基脈沖由晶體振蕩器產生,精度相當高,且定時時間不受環境的影響,定時范圍一般從0.001s到若干天或更長,用戶可根據需要在程序中設置定時值,然后由軟件來控制定時時間。
從以上幾個方面的比較可知,PLC在性能上優于繼電器,控制邏輯優異,特別是具有可靠性高,設計施工周期短,調試修改方便的特點,而且體積小、功耗低、使用維護方便。但在很小的系統中使用時,價格要高于繼電器控制系統。

 化工機械設備網
化工機械設備網