 化工機械設備網
化工機械設備網









詳細介紹
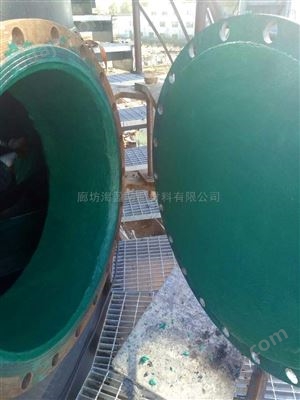
鋼鐵廠玻璃鱗片防腐煙道廠家
高溫玻璃鱗片防腐膠泥襯里材料是由分散不連續的玻璃鱗片,粘稠樹脂及相關功能性填料經設備混合而成的膠泥狀復合材料,主要應用于煙氣系統的吸收塔,凈煙煙道;煙氣系統的原煙煙道,垃圾焚燒煙道及溫度較高,具有氧化性的各種化工介質中;電解槽,各種化工設備,水處理系統,石油儲槽,海洋工程,建筑物,地坪;等介質。如儲槽,水處理系統,尿素造粒塔,混凝土工業建筑等。
海盈公司關于定貨:
訂購產品之前請先確認涂裝底材,如鋼鐵、混凝土等,以及使用環境,如室內室外、潮濕、高溫、酸堿工業大氣等。
玻璃鱗片防腐膠泥施工
為保證涂裝質量,請仔細閱讀使用說明和產品對應的涂裝規范。
一般采用間斷法施工,先涂刷膠料,再襯布或氈,趕走氣泡并貼緊,其上再涂膠料直至*漿布或氈沁透。FRP襯里施工后應檢查其質量,如有毛刺,流淌,氣泡等缺陷,應清除修整,合格后方可繼續施工。在固化后,應進行質量檢查,發現缺陷后應進行修補。
1、基體處理
涂裝作業前,應去除基體表面的油污、殘銹、氧化皮等。
*使用具有中度堿性的水性清洗劑清除油污,然后用清水沖凈。
所有待涂鋼材表面必須達到Sa2.5級要求。局部修補涂層時,鋼材表面必須打磨到St3級。表面粗糙度要求控制在25~40μm范圍內。
2、混合
配比:主劑∶固化劑=9∶1(重量比)
混合時,應在不斷攪拌液體組分的情況下,緩緩倒入固體組分。否則,容易結塊,我們強烈*使用機械攪拌。
混合后,將混合好的涂料用40目篩網過濾,并倒入另一只容器中。要求持續不斷地緩緩地攪拌,以使涂料始終處于懸浮狀態中。
混合后的涂料有效期8小時,請根據施工進度安排使用。
施 工 條 件:底材溫度不低于0℃,且至少高于空氣露點溫度3℃,相對濕度<85%(溫度和相對濕度應在底材附近測量),霧、雨、雪、大風天氣下嚴禁施工。
鋼鐵廠玻璃鱗片防腐煙道廠家


海盈防腐乙烯基酯玻璃鱗片膠泥涂料應用于防腐領域,能延長物件使用壽命。
玻璃鱗片膠泥耐酸堿*,耐低高溫。
1進入現場根據施工現場要求定制腳手架、達到符合施工條件
2施工要點、施工溫度在15-20度之間。濕度不能大于%80
施工作業時先做底層、在做中層、而后是面層。
3首先噴砂除銹、在除銹后12小時內涂刷封閉底漆、在底漆干后進行玻璃鱗片膠泥施工、玻璃鱗片膠泥施工采用抹涂的方法、
一次抹厚度約1mm左右、一般分兩次完成、后一道工序在前一層見干后進行。(一般間隔一天)涂抹時,持刀與基層保持一定的角度、沿持刀的尖角按銳角方向推抹、盡量把膠泥和基礎的氣泡擠出、涂抹沿一個方向進行
不得堆料攤抹。
4.局部耐磨層施工工藝在防腐部位有較大的磨損狀況需要在鱗片膠泥涂抹層上再涂抹一層厚度不小于1.5mm的耐磨層,以保證防腐層的質量。即在膠泥涂抹完成并固化后再涂抹耐磨層。耐磨層的涂抹施工過程與鱗片膠泥的施工過程相同,即采用涂抹磙壓法施工。抹涂磙壓施工作業是通過作業人員用抹子、灰刀等工具按一定厚度要求和一定的涂抹方向涂抹到被防護的表面,再經過壓磙(方向統一)壓光、除泡壓實、壓平按規定方向疊壓排列后固化成型。耐磨層材料的配比如下:耐磨膠液量:耐磨顆粒(70~140目精制耐磨粉):固化劑:促進劑=100:240:2:0.2 耐磨層配制過程如下:稱取一定量的耐磨膠液量,按比例首先加入精制耐磨粉攪拌均勻后加入促進劑,促進劑攪拌均勻后再加入固化劑攪拌2-3分鐘,待固化劑攪拌均勻后進行涂抹施工。
5.玻璃絲布加強、如拉筋、陰陽角、整條焊口、從而確保這些部位的防腐層質量.FRP加強層的施工環境要求與底漆涂刷的施工環境要求相同。根據現場環境溫度按照相應的比例在FRP膠液中加入固化劑和促進劑攪拌均勻后使用(注意:促進劑和固化劑嚴禁同時加入,應當先加入促進劑攪拌均勻后再加入固化劑攪拌均勻)。

 化工機械設備網
化工機械設備網