 化工機械設備網
化工機械設備網









詳細介紹
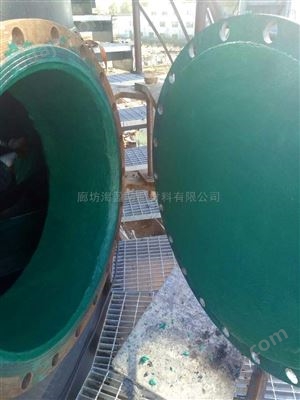
煙道內壁無溶劑環氧陶瓷膠泥防腐
1、表面打磨對表面進行干法打磨,要求除去所有外來物、松散鐵鱗和其他任何可能損害金屬與襯里良好結合的物質,磨后管內表面不應有任何突起高度可能大于襯層厚度50%的金屬凸瘤,打磨后要用適當方法將管內所有雜物清理干凈。
2、表面噴砂處理① 將所有內表面噴砂處理至達到GB/T 8923的Sa 21/2級(相當于美國標準SSPC-SP10的近白級),表面粗糙度50~80μm。② 用干凈(即:經脫水、脫油)的壓縮空氣將管內表面殘留的砂粒和灰塵吹掃干凈。表面處理合格后不準再有破壞管面潔凈度的任何操作,并必須在表面返銹前進行內襯。
3、表面缺陷修補如打磨后管表面顯現凹坑,可用無溶劑環氧膩子修補,膩子為雙組份,甲︰乙=23︰2,修補時必須保持其余管面的潔凈度。待膩子固化后對其表面用砂紙打磨平整才能進行下步操作
4、表面涂底漆:對噴涂白色環氧陶瓷涂料的管子,管內表面也可涂一層環氧鐵紅底漆,該底漆為雙組份液體環氧涂料,甲︰乙=11︰1,底漆層的干膜厚度應≥50μm。
5、內襯:將環氧陶瓷涂料的A、B組份在攪拌狀態下分別加熱。用噴涂機按雙組份23:2的比例將環氧陶瓷涂料均勻地噴涂到保持65~70℃表面,其噴涂量應使一次噴涂的內襯層在固化后達到合同規定的厚度。在20℃以上至少保持24h,使內襯充分固化。
6、內襯質量初檢:① 外觀檢查。目視檢查,內襯層表面應平整、光滑、無裂紋、無漏涂面積。② 硬度檢查。內襯層表面硬度應通過2H鉛筆劃痕試驗。③ 膜厚檢查。用磁性測厚儀檢查,膜厚應達到合同要求。④ 漏點檢查。使用高壓電火花檢測儀,用4000V或按合同規定電壓檢漏。按合同規定質量標準,將內襯管分為兩類,一類為不合格管,退出作業線安排返工;另一類為初檢合格管和允許修補管,吊到緩沖區進行缺陷修補及承口和插口涂敷作業。
煙道內壁無溶劑環氧陶瓷膠泥防腐


無溶劑環氧陶瓷涂料氣泡原因解析:
起泡的原因很多,但絕大多數起泡都是涂層內含有水蒸氣或溶劑而引起,看圖片和工藝,可能有1)、油漆前表面可溶性鹽含量高,2)、施工前后去濕、通風不夠3)、表面處理差,附著力不強可溶性鹽就像餅干放在空氣中變酥一樣喜歡吸收空氣中的水分,在表面處理不好,附著力不強的情況下,把周圍的水汽聚到一點,在周圍環境溫度變化時變成蒸汽無法逃逸。通風不好也會有活性溶劑滯留。如果油漆未*固化,泡水后也會加快起泡現象的發生。
解決建議:現針對問題,提幾點施工建議,希望早日解決問題.1)、2次表面處理前,泡水清洗,至少2遍;2).、老油漆表面必須要拉透,3)、施工條件一定要控制好,檢查地板溫度是否達標.施工時也可使工人有好的施工環境,避免2次污染(汗液).4)、噴涂時,對地板進行保護.地板噴涂前,對地板再次清潔.5)、油漆施工后,在固化的過程中仍然要提供好的條件.

 化工機械設備網
化工機械設備網