 化工機(jī)械設(shè)備網(wǎng)
化工機(jī)械設(shè)備網(wǎng)









產(chǎn)品簡(jiǎn)介
凡在公司采購(gòu)西門子產(chǎn)品,均可質(zhì)保一年,假一罰十
以滿足客戶的需求為宗旨 , 以誠(chéng)為本 , 精益求精
 |
上海邑斯自動(dòng)化科技有限公司 |
| 參考價(jià) | 面議 |
更新時(shí)間:2018-06-01 13:53:42瀏覽次數(shù):199
聯(lián)系我們時(shí)請(qǐng)說明是化工機(jī)械設(shè)備網(wǎng)上看到的信息,謝謝!
化工機(jī)械設(shè)備網(wǎng)采購(gòu)部電話:0571-88918531 QQ:2568841715
QQ:2568841715
聯(lián)系方式:查看聯(lián)系方式
無錫西門子模塊代理商
無錫西門子模塊代理商
 德國(guó)西門子(*)中國(guó)區(qū)總代理
德國(guó)西門子(*)中國(guó)區(qū)總代理
SIEMENS 上海邑斯自動(dòng)化科技有限公司
我公司經(jīng)營(yíng)西門子*現(xiàn)貨PLC;S7-200S7-300 S7-400 S7-1200 觸摸屏,變頻器,6FC,6SNS120 V10 V60 V80伺服數(shù)控備件:*電機(jī)(1LA7、1LG4、1LA9、1LE1),國(guó)產(chǎn)電機(jī)(1LG0,1LE0)大型電機(jī)(1LA8,1LA4,1PQ8)伺服電機(jī)(1PH,1PM,1FT,1FK,1FS)西門子保內(nèi)*產(chǎn)品‘質(zhì)保一年。一年內(nèi)因產(chǎn)品質(zhì)量問題免費(fèi)更換新產(chǎn)品;不收取任何費(fèi)。咨詢。
:張 坤(銷售工程師) | 傳真:021-57710796 |
24小時(shí): 上海邑斯竭誠(chéng)為您服務(wù); | |
工作: | 公司總機(jī);021-57710877 |
可編程控制器 上海邑斯公司優(yōu)勢(shì)產(chǎn)品; PLC 、觸摸屏、變頻器、電纜及通訊卡、數(shù)控系統(tǒng)、網(wǎng)絡(luò)接頭、伺服驅(qū)動(dòng)、 凡在公司采購(gòu)西門子產(chǎn)品,均可質(zhì)保一年,假一罰十 以滿足客戶的需求為宗旨 , 以誠(chéng)為本 , 精益求精 | |
上海邑斯公司在經(jīng)營(yíng)活動(dòng)中精益求精,具備如下業(yè)務(wù)優(yōu)勢(shì): SIEMENS 可編程控制器
SIEMENS 可編程控制器
1、 SIMATIC S7 系列PLC:S7-200、S7-1200、S7-300、S7-400、ET-200
2、 邏輯控制模塊 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP直流電源 24V DC 1.3A、2.5A、3A、5A、10A、20A、40A可并聯(lián).
4、HMI 觸摸屏TD200 TD400C K-TP OP177 TP177,MP277 MP377,
 SIEMENS 交、直流傳動(dòng)裝置
SIEMENS 交、直流傳動(dòng)裝置
1、 交流變頻器 MICROMASTER系列:MM420、MM430、MM440、G110、G120.
MIDASTER系列:MDV
2、全數(shù)字直流調(diào)速裝置 6RA23、6RA24、6RA28、6RA70、6SE70系列
SIEMENS 數(shù)控 伺服
SINUMERIK:801、802S 、802D、802D SL、810D、840D、611U、S120
系統(tǒng)及伺報(bào)電機(jī),力矩電機(jī),直線電機(jī),伺服驅(qū)動(dòng)等備件銷售。
主要運(yùn)用技術(shù):
1. 西門子S7-300系列PLC系統(tǒng)。
2. 西門子OP操作屏。
3. SEW變頻器。
4. 島電控制儀。
4. 燃?xì)饧訜嵯到y(tǒng)。


西門子S7-300 PLC在KDF2纖維濾棒成型機(jī)組中的應(yīng)用
KDF2纖維濾棒成型機(jī)組是煙廠生產(chǎn)卷煙濾棒的設(shè)備。經(jīng)過十幾年的應(yīng)用,原有機(jī)組逐漸顯示出技術(shù)上的局限性:機(jī)械結(jié)構(gòu)復(fù)雜;電控系統(tǒng)相對(duì)落后;生產(chǎn)環(huán)境比較差,噪音響;維修難度高,能源利用率低等。因此,原有機(jī)組越來越不適應(yīng)現(xiàn)代生產(chǎn)要求。
為此,筆者參照上*的高速濾棒成型設(shè)備的設(shè)計(jì)原理,結(jié)合國(guó)內(nèi)市場(chǎng)的需求和機(jī)組的特點(diǎn),運(yùn)用伺服傳動(dòng)系統(tǒng)的優(yōu)良特性及PLC在工業(yè)控制中的優(yōu)勢(shì),設(shè)計(jì)了此套控制系統(tǒng)。
1 系統(tǒng)概述
纖維濾棒成型機(jī)組控制和傳動(dòng)系統(tǒng)采用了Lenze公司的伺服系統(tǒng)、Digital公司的觸摸式控制屏和西門子公司的PLC,分別通過MPI和DP通訊控制。
纖維濾棒成型機(jī)通過二次開松、增塑劑添加、卷制成形、刀盤切斷和排列裝盤的過程生產(chǎn)濾棒。
2 控制策略
(1) 對(duì)增塑劑添加的控制策略
起初延用原系統(tǒng)的欠阻尼響應(yīng)曲線的控制方式。但是,在實(shí)際調(diào)試過程中,發(fā)現(xiàn)該控制方式存在一定的缺陷,具體表現(xiàn)為:每天*次上電開機(jī)時(shí),增塑劑存儲(chǔ)器中增塑劑積累時(shí)間過長(zhǎng),造成一段時(shí)間內(nèi)濾棒增塑劑含量過低。根據(jù)售后服務(wù)部門的反饋,某些煙廠為保證濾棒質(zhì)量往往會(huì)剔除*盒濾棒。這樣會(huì)有較大的浪費(fèi)。
產(chǎn)生這種情況是因?yàn)闊煆S每天工作結(jié)束時(shí)或者CPU重啟時(shí)機(jī)組都會(huì)停機(jī),并排空存儲(chǔ)器中的增塑劑。由于欠阻尼響應(yīng)到達(dá)設(shè)定值時(shí)間過長(zhǎng),造成開始階段濾棒增塑劑含量過低。日常生產(chǎn)班次中,每次停機(jī)不排空增塑劑,而是在存儲(chǔ)器中保有一定儲(chǔ)存量。
根據(jù)自動(dòng)控制原理,車速斜坡響應(yīng)可以分為過阻尼響應(yīng)、臨界阻尼響應(yīng)和欠阻尼響應(yīng)。理論上說,臨界阻尼響應(yīng)是的控制方式,這種響應(yīng)方式既實(shí)現(xiàn)了控制的快速性又實(shí)現(xiàn)了控制的穩(wěn)定性;過阻尼響應(yīng)是為了穩(wěn)定性犧牲快速性;欠阻尼響應(yīng)則是為了快速性犧牲穩(wěn)定性。然而,臨界阻尼由于條件過于苛刻,在實(shí)際控制中是無法實(shí)現(xiàn)的。
根據(jù)剩余的兩種響應(yīng)曲線的特性,筆者認(rèn)為CPU啟動(dòng)時(shí)使用欠阻尼響應(yīng)曲線,其理由是:CPU啟動(dòng)狀態(tài)下,對(duì)增塑劑積累時(shí)間的要求優(yōu)先于增塑劑含量的穩(wěn)定性;而其他狀態(tài)下使用過阻尼響應(yīng)曲線,此時(shí)對(duì)含量的穩(wěn)定要求優(yōu)先于積累的快速性。
因此,利用S7-300啟動(dòng)時(shí)的組織塊OB100在CPU啟動(dòng)中只執(zhí)行一次的特性,對(duì)增塑劑伺服電機(jī)的控制方式依據(jù)機(jī)組不同的啟動(dòng)狀態(tài)采取了不同響應(yīng)曲線下的控制方法。具體來說,在CPU啟動(dòng)時(shí)(此時(shí)增塑劑存儲(chǔ)量必定為零),通過啟動(dòng)組織塊OB100中送出高速運(yùn)轉(zhuǎn)命令至增塑劑伺服電機(jī),使控制曲線成為欠阻尼響應(yīng)狀態(tài)以實(shí)現(xiàn)對(duì)存儲(chǔ)器中增塑劑的快速積累。而在非CPU啟動(dòng)狀態(tài),控制增塑劑伺服電機(jī)的FC能塊將送出普通速度命令,使控制曲線成為比較接近臨界阻尼的過阻尼響應(yīng)狀態(tài)。
新的設(shè)計(jì)*避免了CPU重啟時(shí)帶來的增塑劑積累過慢的問題、減少了廢品數(shù)量,因此這樣的設(shè)計(jì)不會(huì)影響正常生產(chǎn)狀況時(shí)增塑劑含量的穩(wěn)定性。
(2) 對(duì)濾棒剔除支數(shù)的計(jì)算策略
在纖維濾棒成型機(jī)的生產(chǎn)中,為保證濾棒質(zhì)量,每當(dāng)速度低于一定的設(shè)定值時(shí),機(jī)組就會(huì)剔除此時(shí)的濾棒。此時(shí)機(jī)組的速度是不斷變化的,按通常方式無法計(jì)算出具體的剔除支數(shù)。這對(duì)統(tǒng)計(jì)生產(chǎn)效率帶來了相當(dāng)?shù)睦щy。
筆者可以得到動(dòng)態(tài)的車速反饋,但這條反饋曲線是不斷波動(dòng)和變化的非線性曲線。對(duì)于非線性曲線,數(shù)學(xué)上只能夠采用面積積分求解的計(jì)算方法。對(duì)于此項(xiàng)目就是要求給出一定時(shí)間內(nèi)主電機(jī)的圓周行程,即機(jī)組一段時(shí)間內(nèi)所生產(chǎn)的濾棒長(zhǎng)度。
從這一角度出發(fā),筆者考慮采用了對(duì)車速進(jìn)行模擬積分的計(jì)算方法,即從積分的基本定義出發(fā),求出剔除時(shí)間內(nèi)的濾棒生產(chǎn)長(zhǎng)度L=Σ(Δv*Δt),再除以單個(gè)濾棒長(zhǎng)度得剔除支數(shù)的計(jì)算方法。
按照積分的定義要求,積分求解是在一定條件下才能夠成立。這個(gè)條件就是Δt要足夠的小即Δt→0。在實(shí)際過程中,近似認(rèn)為Δt=20ms時(shí)可以滿足條件。此時(shí),計(jì)算得出的濾棒支數(shù)與實(shí)際濾棒支數(shù)的誤差在±3支以內(nèi)。在精度上,以zui高生產(chǎn)速度3300支/分鐘計(jì)(此時(shí)濾棒長(zhǎng)度為120mm),±3支的精度是*可以滿足精度要求。所以筆者認(rèn)為只要將Δt控制在20ms時(shí)就可以滿足積分求解的條件。
原系統(tǒng)的PLC掃描一周的時(shí)間高達(dá)幾十毫秒,顯然不滿足要求。而此項(xiàng)目采用的S7-315-2DP,其單指令掃描周期為10μs級(jí)、整個(gè)掃描周期被縮短為7~8ms,這樣就滿足了積分計(jì)算的要求。
(3) 對(duì)拼接紙圈的控制策略
改造之前,纖維濾棒成型機(jī)執(zhí)行的是降低運(yùn)行速度再進(jìn)行紙圈拼接。這種降速接紙方式對(duì)實(shí)際生產(chǎn)是不利的:每次降速都會(huì)造成車速的大幅度變化,影響了濾棒的質(zhì)量。為消除這種影響,筆者采用了不降速拼接的方法。
不降速拼接和降速拼接并沒有本質(zhì)的區(qū)別:兩者采用的接紙動(dòng)作一樣,兩者只是在機(jī)械結(jié)構(gòu)和電氣控制元件上有區(qū)別。接紙速度的提高勢(shì)必使紙圈的靜摩擦力同等上升。如果轉(zhuǎn)速斜坡率過高會(huì)產(chǎn)生很大的靜摩擦力,該力會(huì)撕裂紙圈。如果轉(zhuǎn)速斜坡率過低,拼接時(shí)的紙圈浪費(fèi)將增加。
為避免煩瑣,該項(xiàng)目放棄變頻器對(duì)接紙電機(jī)轉(zhuǎn)速的分段控制。為求出靜摩擦力和紙圈長(zhǎng)度兩者之間的*控制,筆者對(duì)接紙電機(jī)上升時(shí)間采取*篩選法。通過*篩選法得到的電機(jī)上升時(shí)間大約為3.4s。考慮到生產(chǎn)情況及電磁閥等器件的時(shí)滯效應(yīng),將這一時(shí)間進(jìn)一步放寬為3.5s。
3 程序設(shè)計(jì)
程序設(shè)計(jì)采用了結(jié)構(gòu)化設(shè)計(jì),將所需實(shí)現(xiàn)的各主要能編制成為S7-300中的用戶功能塊(FC塊),在主程序循環(huán)模塊(組織塊OB1)中調(diào)用這些已經(jīng)編制好的子程序。
程序設(shè)計(jì)分成硬件設(shè)計(jì)和軟件設(shè)計(jì)兩方面。在硬件方面針對(duì)系統(tǒng)要求進(jìn)行設(shè)計(jì),在軟件方面則按需要編制了速度計(jì)算模塊、報(bào)警和故障模塊、伺服電機(jī)執(zhí)行模塊、增塑劑執(zhí)行模塊、生產(chǎn)統(tǒng)計(jì)計(jì)算模塊等FC塊和預(yù)設(shè)、保持系統(tǒng)及生產(chǎn)數(shù)據(jù)的數(shù)據(jù)塊DB塊。
(1) 硬件設(shè)計(jì)與組態(tài)
本系統(tǒng)在S7-300的硬件方面采用了1塊PS307 5A電源模塊,1塊CPU-315-2DP,4塊24V/0V SM321數(shù)字量輸入模塊,3塊24V/0.5A SM322數(shù)字量輸出模塊,1塊FM352-2高速計(jì)數(shù)模塊,2塊SM331模擬量輸入模塊,1塊SM332模擬量輸出模塊以及用于DP總線通訊的IM153-1通訊模塊1塊。
S7-300外圍設(shè)備為5個(gè)伺服電機(jī)的DP通訊端。
對(duì)上述硬件按要求進(jìn)行組態(tài),分別占據(jù)Profibus-DP通訊端的2、3~7和9號(hào)站,具體硬件組態(tài)如圖3所示。
(2) 軟件設(shè)計(jì)
由于編制的用戶能模塊很多,限于篇幅,在這里不能一一作出介紹。以下介紹幾個(gè)比較重要的用戶功能模塊。
① 數(shù)據(jù)塊組(Group of Data-Blocks)
數(shù)據(jù)塊組由一系列數(shù)據(jù)塊組成。這些數(shù)據(jù)塊除了一部分是S7-300程序中FB(能塊的一種)所要求的之外,其他的數(shù)據(jù)塊都是用戶自定義的。這是因?yàn)樯a(chǎn)中機(jī)組的一些系統(tǒng)和生產(chǎn)數(shù)據(jù)必須被預(yù)設(shè)或保存。由于S7-300內(nèi)部保持型M區(qū)的保存數(shù)量相對(duì)不足,例如:CPU315-2DP中整個(gè)可使用的M區(qū)的容量?jī)H1024Bytes。同時(shí),程序運(yùn)行中所大量使用中間參數(shù)也需要不可重復(fù)的地址空間,所以將大部分的數(shù)據(jù)(特別是在觸摸屏上顯示的參數(shù))編制成保持型DB塊。
② 速度計(jì)算模塊(FC for Speed)
雖然機(jī)組的zui高生產(chǎn)能力為400m/min,但是在許多煙廠并不需要一直運(yùn)行在高速度下。該項(xiàng)目提供可從觸摸屏上選擇5檔不同的車速系統(tǒng),本模塊就是將無序設(shè)定的參數(shù)按由大到小的方式降序排列,并在觸摸屏上以這種次序顯示出來。在程序內(nèi)部,本模塊會(huì)進(jìn)行數(shù)據(jù)轉(zhuǎn)換并將轉(zhuǎn)換后的數(shù)據(jù)提供給伺服電機(jī)執(zhí)行模塊 ③ 伺服電機(jī)執(zhí)行模塊(FC for Servo-Motor)
在得到速度計(jì)算模塊和一些其他模塊(如開松輥參數(shù)模塊等)的數(shù)據(jù)后,伺服電機(jī)執(zhí)行模塊會(huì)向?qū)?yīng)的伺服控制塊發(fā)出指令和接收伺服電機(jī)狀態(tài)參數(shù)。指令包括伺服控制字、車速命令、快停命令、上升時(shí)間和下降時(shí)間等,狀態(tài)參數(shù)包括電機(jī)當(dāng)前運(yùn)行速度等。這些指令和參數(shù)通過過程通道和參數(shù)通道兩種方式控制“一主三從”共計(jì)4個(gè)伺服電機(jī)。
④ 增塑劑執(zhí)行模塊(FC for Glyceride-Motor)
控制增塑劑的伺服電機(jī)是相對(duì)獨(dú)立于其他伺服電機(jī),控制結(jié)構(gòu)類似于主電機(jī)。增塑劑執(zhí)行模塊通過內(nèi)部計(jì)算得到增塑劑伺服電機(jī)的運(yùn)行速度。同時(shí),由于存在增塑劑軟件補(bǔ)償?shù)膯栴},所以高速和低速運(yùn)行的參數(shù)為不同的兩組參數(shù),程序按設(shè)置發(fā)送。這是這個(gè)模塊區(qū)別于伺服電機(jī)執(zhí)行模塊的地方。
⑤ 生產(chǎn)統(tǒng)計(jì)計(jì)算模塊(FC for Statistics)
由于要在生產(chǎn)中向工作人員提供實(shí)時(shí)的生產(chǎn)狀況,所以編制了這個(gè)能塊,這樣就可以通過多次反復(fù)調(diào)用FC205來得到各班次的生產(chǎn)狀況。這樣節(jié)約了編程的時(shí)間和工作量,也同時(shí)減少了程序編寫出錯(cuò)的隱患。
4 結(jié)語
該控制系統(tǒng)全面提高了纖維濾棒成型機(jī)組的總體性能,控制能得到完善和提升。將舊的交流變頻控制系統(tǒng)升級(jí)為由S7-300控制下交流伺服系統(tǒng),使KDF2型纖維濾棒成型機(jī)具有新的競(jìng)爭(zhēng)力。
考慮到今后煙廠信息集成化和網(wǎng)絡(luò)化數(shù)據(jù)采集的需要,這里使用的S7-300已經(jīng)預(yù)留了數(shù)據(jù)采集端口,在程序中也進(jìn)行了相應(yīng)的處理。這無疑又增強(qiáng)了機(jī)組的生命力。
文中用西門子S7-400HPLC完成聯(lián)鎖能,構(gòu)成PROFIBUS-DP/MPI分布式網(wǎng)絡(luò)系統(tǒng),這樣整個(gè)聯(lián)鎖系統(tǒng)安全可靠。通過介紹DP/MPI網(wǎng)的概念和實(shí)現(xiàn),結(jié)合唐山鋼鐵公司焦化站聯(lián)鎖實(shí)例,著重闡明用PLC實(shí)現(xiàn)DP/MPI網(wǎng)絡(luò),以解決該聯(lián)鎖系統(tǒng)中分布式輸入輸出等。經(jīng)現(xiàn)場(chǎng)調(diào)試、安裝,整個(gè)網(wǎng)絡(luò)運(yùn)行良好,安全可靠地實(shí)現(xiàn)和完成車站信號(hào)聯(lián)鎖系統(tǒng)的聯(lián)鎖能,應(yīng)用前景很好。
引言
車站聯(lián)鎖系統(tǒng)是鐵路信號(hào)系統(tǒng)中的一個(gè)重要組成部分,它的主要任務(wù)是控制車站中的信號(hào)機(jī)和道岔,并且對(duì)信號(hào)燈狀態(tài)進(jìn)行處理和對(duì)進(jìn)路進(jìn)行選擇等。隨著鐵路信號(hào)系統(tǒng)的信息化發(fā)展,微機(jī)聯(lián)鎖系統(tǒng)必然取代舊式的電氣聯(lián)鎖系統(tǒng)。
就國(guó)內(nèi)外現(xiàn)狀來看,大多采用上、下位機(jī)的辦法來實(shí)現(xiàn)對(duì)車站信號(hào)的控制;有些微機(jī)聯(lián)鎖系統(tǒng)中,下位機(jī)主要實(shí)現(xiàn)數(shù)據(jù)的采集、命令發(fā)送、數(shù)據(jù)輸出等,而把主要的聯(lián)鎖能置于上位機(jī),這樣一來,上位機(jī)負(fù)擔(dān)太重,一旦上位機(jī)產(chǎn)生故障,不能保證系統(tǒng)的安全性、可靠性。如果能夠?qū)⒙?lián)鎖功能塊置于下位機(jī),而且下位機(jī)安全性、可靠性比較高,那么整個(gè)系統(tǒng)
的安全性、可靠性就能夠得到有效保證。
在以前的微機(jī)聯(lián)鎖系統(tǒng)中,用工業(yè)控制機(jī)作為下位機(jī),實(shí)現(xiàn)聯(lián)鎖能,但不能保證系統(tǒng)冗余,這樣就不能保證整個(gè)系統(tǒng)的安全性、可靠性。因此,就要不斷更新和研究,尋求更完善的、更可靠的硬件、軟件環(huán)境,以提高系統(tǒng)性能和安全系數(shù)。用西門子PLC完成聯(lián)鎖功能,構(gòu)成PROFIBUS-DP/MPI分布式網(wǎng)絡(luò)系統(tǒng),這樣整個(gè)聯(lián)鎖系統(tǒng)安全可靠。
PROFIBUS現(xiàn)場(chǎng)總線技術(shù)是隨全數(shù)字信號(hào)系統(tǒng)的發(fā)展而產(chǎn)生的,是由德國(guó)組織開發(fā)的工業(yè)現(xiàn)場(chǎng)總線協(xié)議標(biāo)準(zhǔn)——PROFIBUS現(xiàn)場(chǎng)總線標(biāo)準(zhǔn)(DIN19254)。
PROFIBUS是近年來上zui為流行的現(xiàn)場(chǎng)總線,也是目前數(shù)據(jù)傳輸率zui快的一種現(xiàn)場(chǎng)總線(傳輸率可達(dá)12M波特),因此在很多領(lǐng)域內(nèi)廣泛應(yīng)用。它是不依賴于生產(chǎn)廠家的、開放式的現(xiàn)場(chǎng)總線,各種各樣的自動(dòng)化設(shè)備均可通過同樣的接換信息。
PROFIBUS-DP(DistributedI/OS-分布系統(tǒng))是一種經(jīng)過優(yōu)化的模塊,有比較高的數(shù)據(jù)傳輸率,適用于系統(tǒng)和外部設(shè)備之間的通信,遠(yuǎn)程I/O系統(tǒng)尤為適合。它允許高速度周期性的小批量數(shù)據(jù)通信,適用于對(duì)時(shí)間要求比較高的自動(dòng)化場(chǎng)合。
筆者將以S7-400HPLC為例,結(jié)合其在鐵路信號(hào)中的應(yīng)用,探討實(shí)現(xiàn)PROFIBUS-DP/MPI網(wǎng)絡(luò)系統(tǒng)原理和方法。
PROFIBUS-DP/MPI網(wǎng)的性質(zhì)和特點(diǎn)
PROFIBUS-DP適用于現(xiàn)場(chǎng)層的高速數(shù)據(jù)傳送。主站周期地讀取從站的輸入信息并周期地向從站發(fā)送輸出信息。除周期性用戶數(shù)據(jù)傳輸外,PROFIBUS-DP還提供智能化現(xiàn)場(chǎng)設(shè)備所需的非周期性通信以進(jìn)行組態(tài)、診斷和報(bào)警處理等。
DP網(wǎng)的協(xié)議結(jié)構(gòu)
PROFIBUS定義了各種數(shù)據(jù)設(shè)備連接的串行現(xiàn)場(chǎng)總線的技術(shù)和能特性,這些數(shù)據(jù)設(shè)備可以從底層(如傳感器、執(zhí)行器層)到中間層(如車間層)廣泛分布。
PROFIBUS連接的系統(tǒng)由主站和從站組成。主站一般要復(fù)雜些;從站為簡(jiǎn)單的外圍設(shè)備,典型的從站為傳感器、執(zhí)行器及變送器,它們沒有總線控制權(quán),僅對(duì)接收到的信息給予回答,或者主站發(fā)出請(qǐng)求時(shí)回送給主站相應(yīng)信息。因此,從站只需要協(xié)議的一小部分,實(shí)現(xiàn)起來非常方便。
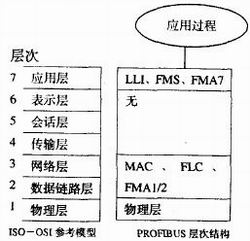
PROFIBUS協(xié)議結(jié)構(gòu)是根據(jù)ISO7498標(biāo)準(zhǔn),以開放式系統(tǒng)互聯(lián)網(wǎng)絡(luò)(Open System Interconnection,OSI)作為參考模型,該模型共有7層,PROFIBUS-DP定義了其中的*、二層和用戶接口。第3到7層未加描述。
圖1為ISO/OSI參考模型與PROFIBUS體系結(jié)構(gòu)比較。用戶接口規(guī)定了用戶及系統(tǒng)以及不同設(shè)備可調(diào)用的應(yīng)用能,并詳細(xì)說明了各種不同PROFIBUS-DP設(shè)備的設(shè)備行為。物理層采用EIARS-485雙絞線或光纖,連接器采用RS-485標(biāo)準(zhǔn)的9針D型插座。數(shù)據(jù)鏈路層提供了介質(zhì)存取控制能、數(shù)據(jù)的完整性檢查以及傳輸執(zhí)行的協(xié)議,在PROFIBUS中稱第2層為現(xiàn)場(chǎng)總線數(shù)據(jù)鏈路(FDL)(包括介質(zhì)訪問存取控制(MAC)子層、現(xiàn)場(chǎng)總線鏈路控制(FLC)子層、現(xiàn)場(chǎng)總線管理(FMA1/2)子層),采用混合介質(zhì)存取協(xié)議,對(duì)應(yīng)于DIN(E)19245,支持單主或多主系統(tǒng),主或從設(shè)備,zui大站數(shù)為126。它包括主站之間的數(shù)據(jù)傳輸?shù)牧钆骗h(huán)方式和從站之間的主-從方式。PROFIBUS第7層包括底層接口(LLI)、現(xiàn)場(chǎng)總線信息規(guī)范(FMS)和現(xiàn)場(chǎng)總線管理(FMA7)。




 化工機(jī)械設(shè)備網(wǎng)
化工機(jī)械設(shè)備網(wǎng)