

塑料儲罐

| 原材料 | 供貨商 | 規模 | 合作期 |
| PPH顆粒料 | 北歐化工 | 塑料供應商 | 20年 |
| PPH板材 | 北歐化工 | 塑料供應商 | 20年 |
| PPH板材 | 德國新美樂 | 塑料供應商的“勞斯萊斯” | 20年 |
| PPH板材 | 金天成 | 30年生產經驗 | 15年 |
| PPH管道 | +GF+ | 瑞士的工業 | 20年 |
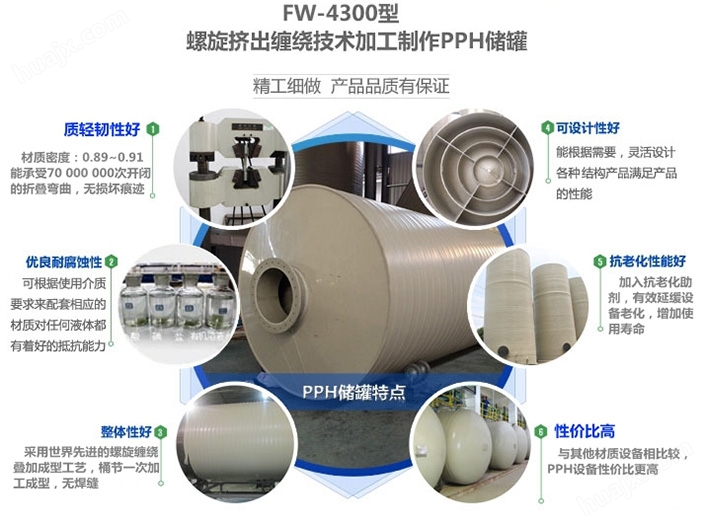
pph立式儲罐成型工藝采用螺旋擠出纏繞技術,品質達到*水平,主要工序有罐體擠出纏繞、外部焊接、內縫焊接、管口安裝等。
一、罐體擠出纏繞制作
罐體碰焊就是用PPH螺旋擠出纏繞機組使PPH顆粒料加工成罐體成型的工藝。系統采用將PPH顆粒熱熔后擠出后再鋼制模具上纏繞成罐體的工藝。
 | 擠出纏繞的優點: |
二、外部焊接制作
外部焊接就是用進口自動擠出焊接機組使儲罐應力部位實現大焊縫一次焊接成型的工藝。將與罐體性質相同的全新PPH顆粒料熱熔在大焊縫處,與罐底、罐體成一體。
 | 底部焊接工藝特點: |
三、內部焊接制作
內部焊接是采用自動長臂擠出焊接工藝,是所有工序中重要的一步。將與罐體性質相同的全新PPH顆粒料熱熔在內部焊縫處,與罐底、罐體成一體,原理與外部焊接相同,只是其設備不同。
 | 內部焊接工藝特點: |
四、管口安裝制作
管口安裝是一道工序,等同于底部焊接的縮小版本,就是用進口小型自動擠出焊接機組,將接管與法蘭焊接成型,再采用開孔器在罐體上開相應尺寸的口徑,采用德國MUNSCH手提擠出焊接。
 | 管口安裝工藝特點: |
| 聚丙烯(PPH)性能表 | |||
| 項 目 | 典型值 | 單位 | 測試方法 |
| 密度 | 905 | ㎏/m3 | ISO 1183 |
| 熔流率(230℃/2.16㎏) | 0.3 | g/10 min | ISO 1133 |
| 熔流率(190℃/5.0㎏) | 0.6 | g/10 min | ISO 1133 |
| 屈服應力(50㎜/min) | 36 | MPa | ISO 527-2 |
| 屈服變形(50㎜/min) | 10 | % | ISO 527-2 |
| 抗張模量(1㎜/min) | 1650 | MPa | ISO 527-2 |
| Charpy沖擊強度,開槽(+23℃) | 7 | KJ/㎡ | ISO 179/1eA |
| 開槽(-20℃) | 2 | KJ/㎡ | ISO 179/1eA |
| 維卡軟化溫度B(50N) | 95 | ℃ | ISO 306 |
| 高密度聚乙烯(HDPE)性能表 | |||
| 項 目 | 典型值 | 單位 | 測試方法 |
| 密度(基本樹脂) | 950 | ㎏/m3 | ISO 1183/ISO 1872-2 |
| 密度(化合物) | 960 | ㎏/m3 | ISO 1183/ISO 1872-2 |
| 熔流率(190℃/2.16㎏) | <0.1 | g/10min | ISO 1133 |
| 熔流率(190℃/5.0㎏) | 0.25 | g/10min | ISO 1133 |
| 拉伸屈服應力 | 25 | MPa | ISO 527-2/ISO 1872-2 |
| 斷列伸長率 | >600 | % | ISO 527-2/ISO 1872-2 |
| Charpy沖擊強度,開槽(0℃) | 16 | KJ/㎡ | ISO 179/1eA |
| 蕭氏硬度(Shore D) | 60 | ISO 868 | |
| 碳黑含量 | ≥2 | % | ASTM D 1603 |
| 脆化溫度 | <-70 | ℃ | ASTM D 746 |
| 耐環境應力開裂(10% lgepal),F50 | >10000 | h | ASTM D 1693-A |
| 熱穩定性(210℃) | ≥15 | min | EN 728 |
| 材料選擇 | |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||

